Bagaimana cara memotong benang pada paip?

Untuk menyambungkan bahagian-bahagian dalam sistem pelbagai jenis yang sering digunakan memotong atau benang. Ia menyediakan kebolehpercayaan dan ketahanan struktur. Pengikat dengan benang adalah sejagat, kerana dengan bantuan mereka, anda boleh dengan mudah melancarkan dan membongkar paip pelbagai sistem.

Ciri khas
Benang itu dicipta dua abad yang lalu: maka mesin skru-skru pertama kali muncul di Britain. Penemu G. Maudsley menemui kaedah menerapkan benang yang tepat dan mencipta peranti untuk mengukurnya (mikrometer) dengan ketepatan 0.0001 inci.

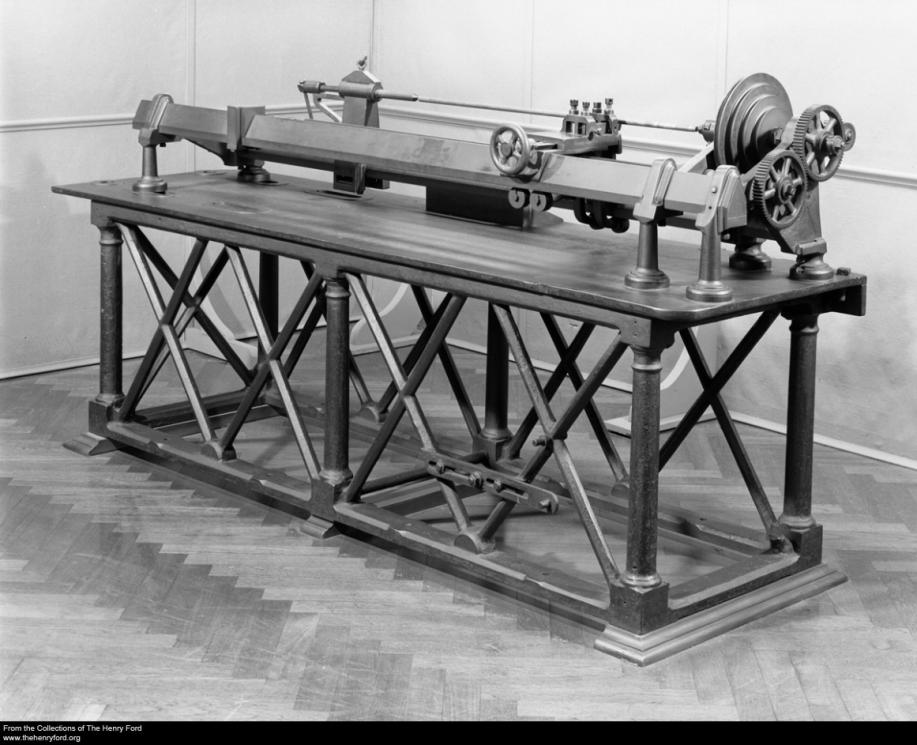
Pada masa yang sama, jurutera mekanikal D. Whitworth mencipta profil skru skru pertama dan mencadangkan sistem standardnya. Sejak itu, ciptaan itu menamakan namanya - ukiran Whitworth. Beliau membentuk asas untuk semua jenis piawaian kebangsaan.

Tiada siapa yang mengingati tarikh sebenar penampilan benang, namun tarikh penggunaannya boleh dianggap sebagai permulaan pengeluaran perindustrian.
Ciri utama threading adalah bahawa alat untuk pelaksanaannya mesti dibuat dari material kekerasan yang lebih besar daripada unsur potong, dan untuk pembuatan alat ini, gilirannya, struktur dengan elemen yang lebih keras dalam komposisi harus digunakan.
Pada masa kini, pilihan threading paip tidak banyak. Ia hanya penting untuk memilih yang diperlukan. Hasil yang baik dijamin jika bahan dan peralatan yang berkualiti digunakan dalam menjalankan kerja, arahan diikuti, serta teknologi pemotongan. Apabila memotong benang, lebih baik menggunakan alat yang berkualiti, kerana pilihan yang murah tidak mungkin berfungsi untuk masa yang lama.

Kini kebanyakan sistem paip diperbuat daripada plastik. Ia sering diperlukan untuk mengikat struktur menggunakan unsur-unsur penghubung yang diperbuat daripada plastik dan logam. Dalam lingkungan domestik, pengikat seperti itu adalah penyelesaian yang agak kerap, ia dipanggil gabungan.Dalam sistem komunikasi moden, tradisi menggunakan salah satu jenis paip plastik atau logam. Walau bagaimanapun, dalam sesetengah kes adalah disyorkan untuk menggunakan sama struktur gabungan.


Untuk pemasangan sistem apabila menggabungkan unsur-unsur HDPE dan logam, beberapa kaedah sambungan digunakan, termasuk benang bebibir dan bebibir.
Paip dengan garis pusat sehingga 40 mm disambung dengan cara yang berurutan. Sambungan flange digunakan untuk paip diameter yang lebih besar, di mana ia tidak mungkin untuk mengetatkan pemotongan.
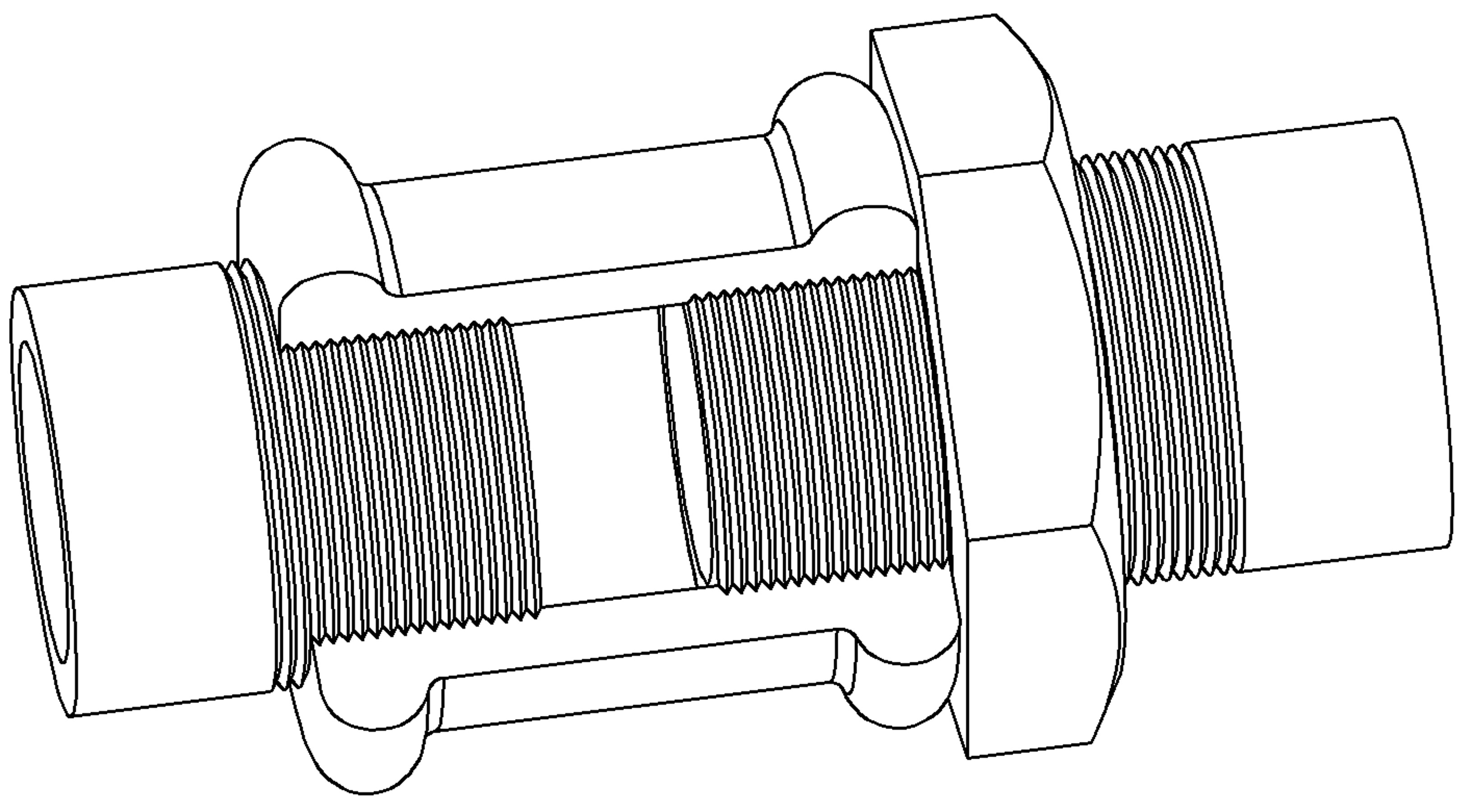
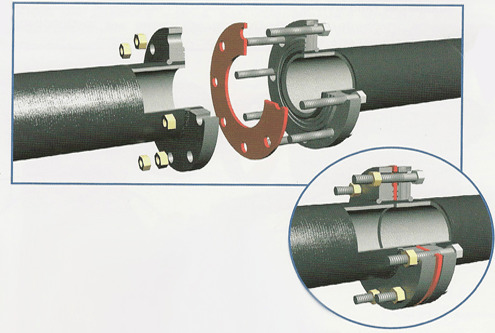
Sambungan paip polipropilena dengan paip yang diperbuat daripada logam dijalankan menggunakan kelengkapan yang direka khas untuk tujuan ini. Mereka adalah sebatian, satu sisi yang diulirkan ke logam, dan yang lain - lengan plastik. Sendi gabungan pelbagai dibuat dengan kelengkapan kompleks khas.

Alat
Untuk pelaksanaan kerja, anda perlu menyediakan semua alat dan peranti yang diperlukan untuk pemotongan. Dalam setiap kes, set paip berulir akan berubah mengikut komposisi, tetapi untuk penggunaan manual ia terdiri daripada mati, skru mati dan pemegang ratchet.Kit ini juga termasuk pemotong paip, sepana gas, fail, gergaji besi, penggiling, pelincir dan alat lain. Bagi mereka yang tidak mahu menggunakan kaedah klasik lama, ada alternatif - alat kuasa.




Keperluan utama dikenakan terhadap kualiti alat yang digunakan dan penyediaan untuk kerja.
Pemotongan itu sendiri dilakukan menggunakan dies. Ada yang dipotong pada satu sisi sahaja, yang lain pada kedua-duanya.
Untuk pelaksanaan thread dalaman dalam kit juga boleh memasukkan beberapa paip dengan indikator yang berbeza dari kedalaman slot. Sesetengahnya direka untuk menampung permukaan dalaman paip, yang lain - untuk penamat. Peralatan ini dibentangkan dalam bentuk skru dengan alur cip. Ia dipasang pada pintu dengan bantuan bahagian ekor.


Dengan cara pemotongan dalaman paip dalam beberapa pendekatan dibuat. Jumlah mereka bergantung kepada bahan yang mereka bekerja. Sebagai contoh, beberapa set paip khas digunakan untuk membuat benang dalam aloi titanium.
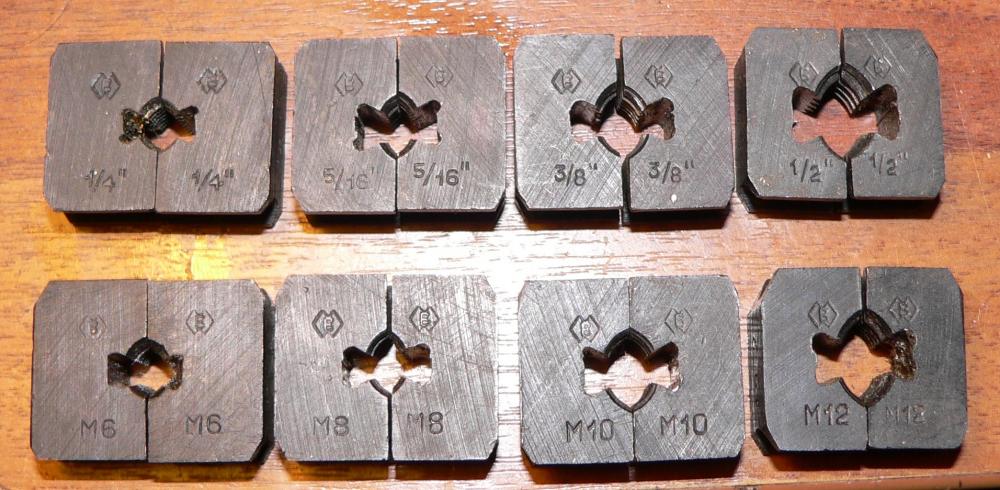
A die, purger, atau gauge digunakan untuk membuat benang pelbagai bentuk pada paip. Ia adalah kacang keluli dengan asas pemotongan di dalam, di mana ada lubang khas - alur untuk sisa. Mati adalah tiub, heksagon, bulat dan persegi. Pengubahsuaian badan mereka adalah pepejal, berpecah dan gelongsor.

Model sliding (prismatic) juga dipanggil separa pinggan, mereka dipasang pada skru mati dengan skru dan gasket khas - cracker. Ini adalah perlu untuk menyebarkan tekanan sekata pada skru. Menggunakan mati menjalankan memotong benang silinder, kon, bulat atau metrik. Bahagian komponen die adalah pemandu khas dan kartrij yang mana ia dilampirkan pada badan bingkai.
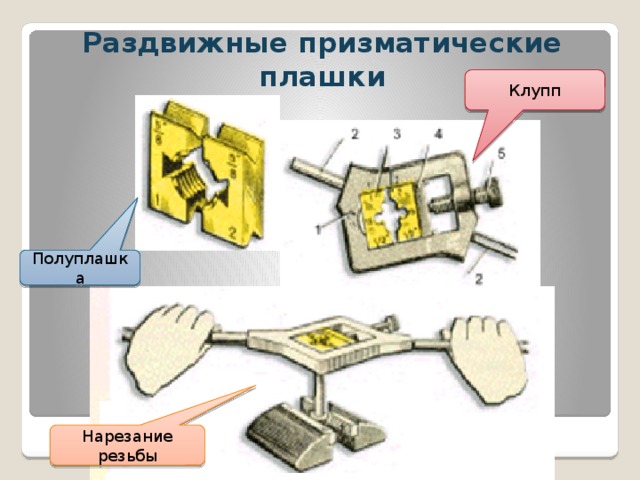
Klupp terdiri daripada bingkai di mana unsur pemotong - mati tetap. Setiap mandrel dilengkapi dengan empat keluli mati. The die skru juga dilengkapi dengan pemegang ratchet khas. Hanya satu mati boleh dimasukkan ke dalam pemegang mati, dan beberapa ke dalam skru mati. Mekanisme pemotongan ini mampu memotong dua jenis benang: 0.5 - 1, 1 ½ - 2 inci.


Skru manual mati, sebagai peraturan, menjalankan pemotongan paip diameter kecil. Mereka dilengkapi dengan pen - pemegang khas. Mereka juga boleh digunakan dengan sepana paip yang sesuai. Ia adalah kecil, mudah dan mudah digunakan.


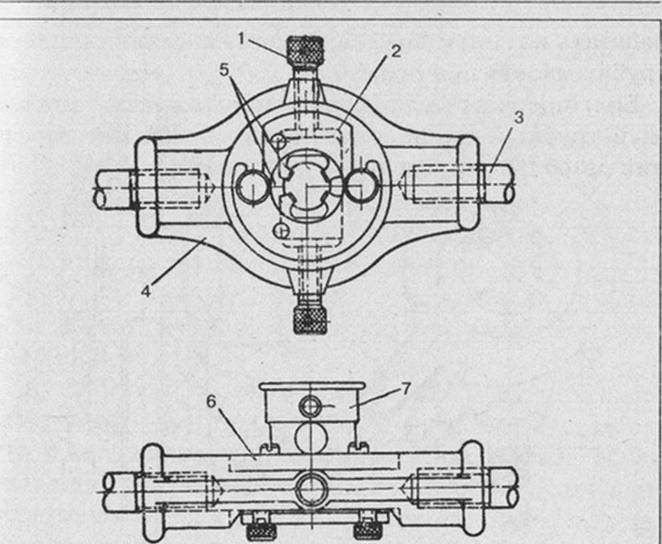
Coupler dengan pemegang dan ratchet adalah pengubahsuaian reka bentuk dengan mekanisme geardireka untuk membuat benang dengan diameter lebih dari satu inci. Ratchet - mekanisme yang sangat diperlukan. Dengan bantuan ratchets kiri dan kanan, mudah untuk bekerja di tempat yang sukar dijangkau, sebagai contoh, berhampiran dinding. Dengan bantuan tuil ratchet, skru mati cepat dikeluarkan dari benang dengan menatal ke arah yang bertentangan, menyediakan kaedah penyongsangan threading.


Dalam amalan, gunakan Mayevsky biasa, serong dan kluppy.
Selak skru oblique dipanggil kerana ia mengawal jarak di antara slaid meninggal. Ia memberitahu diameter pemotongan. Reka bentuk jenis ini adalah yang paling mudah digunakan.


Mayevsky memanaskan pembinaan yang lebih kompleks, digunakan untuk melaksanakan benang paip. Mereka mengandungi tiga set mati ditukar ganti, pakar dalam diameter benang sehingga 2 inci.Reka bentuk jenis ini digunakan untuk threading pada paip dengan diameter kecil.

Pemotongan pada paip besar-diameter yang dijalankan pada skala perindustrian. Sebagai contoh, untuk memotong paip lancar dengan diameter 219 mm, mesin automatik khas diperlukan. Casing (lajur) hanya dipotong pada mesin khas dalam keadaan istimewa, tertakluk kepada semua langkah keselamatan.
Bagaimana untuk mengurangkan?
Apabila semua alat siap, anda boleh membuat threading pada paip, sebagai contoh, sistem pemanasan. Harus diingat bahawa tidak perlu mempunyai kemahiran khusus untuk melakukan jenis kerja ini - semuanya boleh dilakukan dengan tangan.
Pertama sekali, anda perlu mengkaji proses itu sendiri, berpandukan peraturan berikut: threading pada pipa harus dijalankan dalam urutan tertentu, jika tidak, kod sumber dan kegagalan peralatan tidak boleh dielakkan.
Paip sebelum memotong perlu diperiksa untuk cat lama, kehadiran kakisan dan plak, dan kemudian proses, dengan teliti membersihkan permukaan dengan bantuan alat dan alat khas, sebagai contoh, mesin pengisar. Dari hujung paip, anda perlu pra-proses, mengeluarkan chamfer, untuk kemasukan benang yang lebih baik. Sekiranya pemotong dilakukan dengan pemotong paip, maka pinggir potong akan lancar, tanpa serif.Jika anda melakukan ini dengan gergaji besi atau penggiling sudut, maka anda perlu membersihkannya ke logam dengan fail - ini akan meningkatkan lagi penyertaan. Sebelum dan selepas threading, adalah perlu untuk melincirkan pemotong dan permukaan paip dengan cecair khas.

Mati kaliber yang diperlukan dimasukkan ke dalam rangka skru mati dengan bantuan skru pengapit. Kemudian skru mati diletakkan di atas permukaan paip yang disediakan dan sepasang lilitan mula dibuat ke arah pemotongan. Benang dibuat hanya selepas berputar.
Selepas itu, suis ratchet diselaraskan, dan putaran arah jam ke kanan bermula (ke arah benang). Tiada usaha khas diperlukan. Agar cip dikeluarkan dengan baik, perlu bekerja menggunakan julat putaran berikut: dua beralih ke hadapan, separuh giliran - ke belakang. Untuk mengelakkan skewing, adalah perlu untuk mengamati kedudukan yang betul daripada mati yang mati kepada paip.

Anda boleh menyemak kualiti benang dengan kacang, menyikatnya ke paip.
Setelah menyelesaikan kerja, anda perlu menyediakan benang sebelum pemasangan dengan sealant, fum-tape atau thread linen.
Cara
Benang adalah jenis sambungan yang mana unsur-unsur dan sudut profil (keratan rentas gegelung) diambil kira, serta garis pusat di sepanjang tepi luar, tengah dan dalam.Ukiran profil dibahagikan kepada segitiga, trapesium, segi empat dan jenis lain.
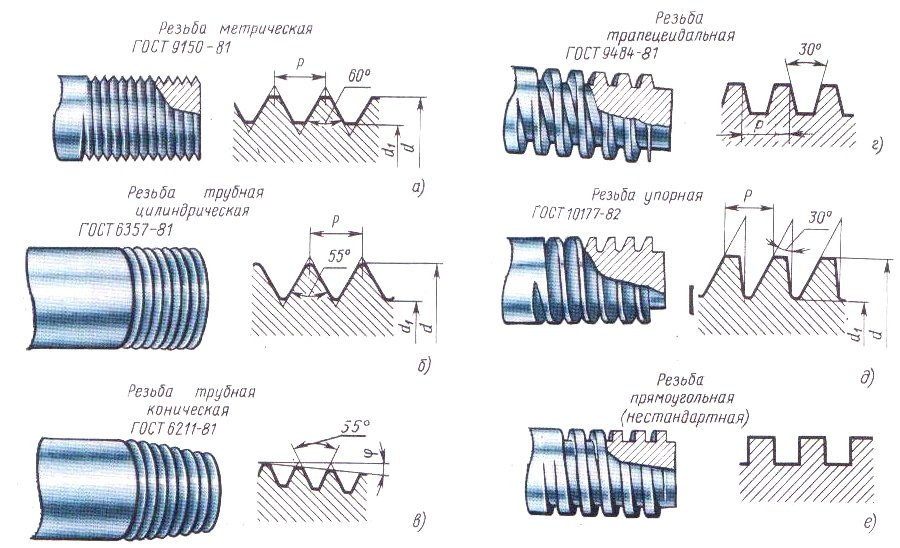
Untuk pemotongan paip gas dan air yang digunakan benang silinder paip. Dua pusingan terakhir tidak dibuat sepenuhnya. Ini adalah rehat yang diperlukan untuk penyegelan paip hermetik. Larian ini dijalankan oleh jenis khas yang mati. Diameter paip diukur dalam milimeter, dan benang - dalam inci.
Keratan dibahagikan kepada dalaman dan luaran, kiri dan kanan. Dalam versi sebelah kiri, kacang diperketatkan ke sebelah kiri, dan pada versi sebelah kanan - ke sebelah kanan. Jenis benang ditentukan oleh kaedah pengendalian dan mengikat, berlari dan pemasangan. Pilihan kedua digunakan untuk memotong benang pada paip di rumah.

Terdapat langkah pemotongan yang dipanggil - ini adalah jarak antara gegelung, serta saiz kedalaman benang. Konfigurasi mereka berbeza, tetapi mereka semua beroperasi menurut satu peraturan: yang lebih dalam - semakin kuat.
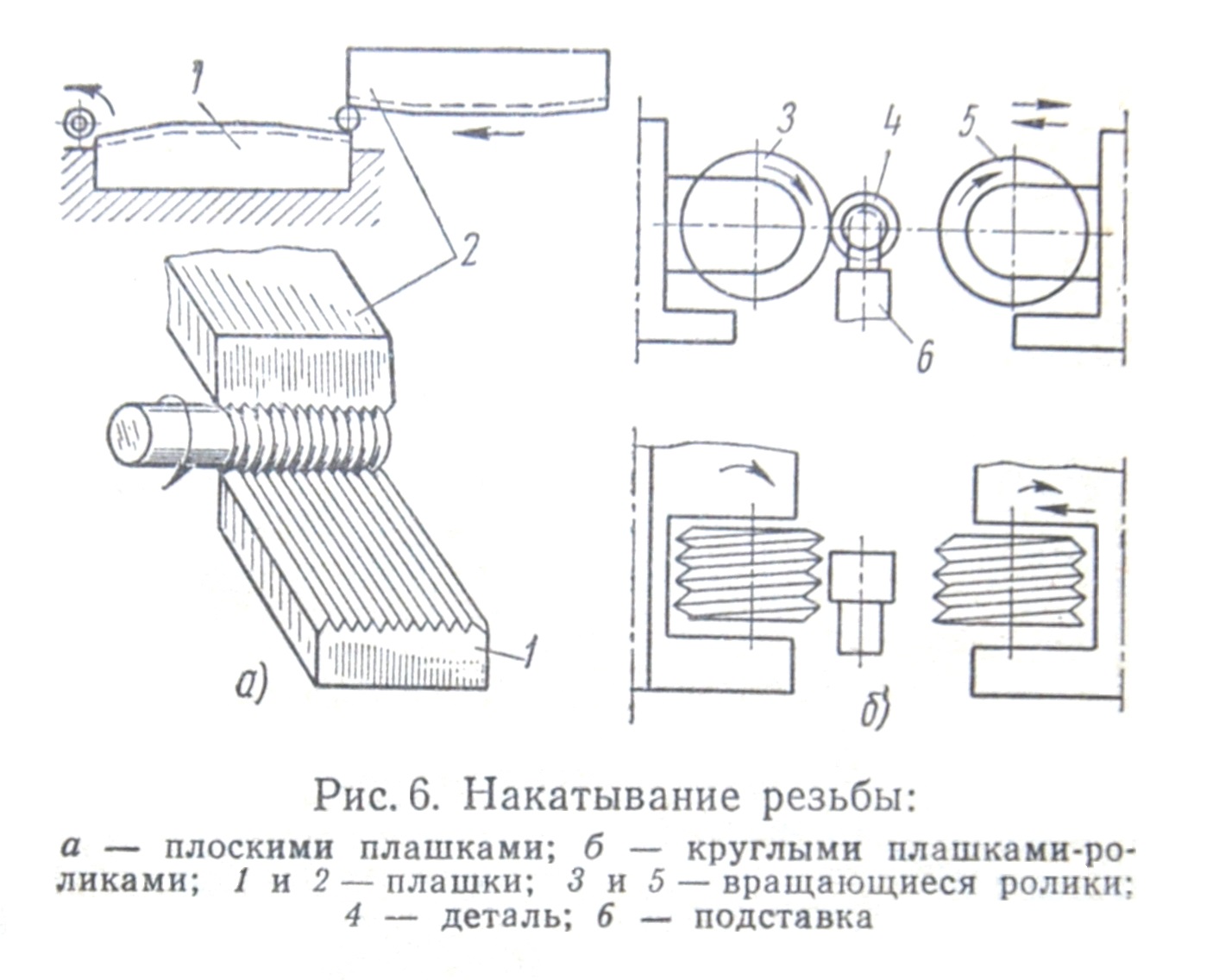
Terdapat banyak cara untuk membuat threading: dengan bantuan mati, lubang elektro automatik, serta mesin pemotong benang. Benang luaran secara manual dibuat mati dipasang di bingkai skru mati. Gunakan reka bentuk pepejal dan gelongsor mati.Dengan bantuan reka bentuk berpecah (berpecah), diameter pemotongan diselaraskan.
Mati gelongsor ditetapkan mengikut nilai nombor, bulat dipasang dengan skru khas pada tombol. Kemudian mati ditetapkan. Dalam gelongsor mati di antara mereka dan skru dipasang gasket - rusk.

Threading dalaman dilakukan menggunakan paip. Dengan bantuan peranti mereka, mereka menggerudi lubang dalam paip logam, dengan tegas mematuhi pengiraan khusus. Untuk memotong berkualiti tinggi, perlu membuat sekurang-kurangnya tiga pusingan.

Benang dalam digunakan dengan cara yang sama dengan yang luar - dengan pergerakan balas: dua langkah ke depan - satu ke belakang. Pendekatan pertama dilakukan dengan paip kasar. Dia hanya mempunyai satu risiko. Kemudian prosedur diulang dengan paip rata dengan dua risiko. Pemotongan itu berakhir dengan alat yang baik dengan tiga risiko pada akhirnya.

Dalam pelaksanaan ukiran permukaan yang mendalam, alat itu mesti dikeluarkan secara berkala dan dibersihkan. Lubang panjang digunakan dalam lubang buta dengan penggunaan emulsi pelincir wajib.
Plag elektrik automatik sangat memudahkan threading pada paip. Mereka terdiri daripada kotak gear diubah suai dan satu set mati pelbagai saiz. Berbeza dengan kecekapan tinggi, kerja dari rangkaian bekalan kuasa. Dengan semua kelebihannya, alat ini mempunyai ciri-ciri negatifnya. Sebagai contoh, skru elektrik mati dengan semua kuasa 1 kW mempunyai pulangan yang sangat ketara, oleh itu pengapit digunakan untuk memasang lubang skru elektrik.

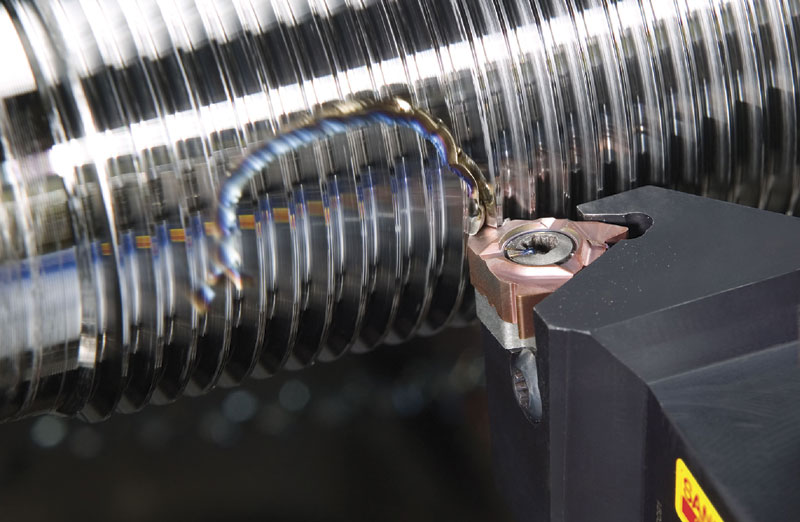
Mesin Threading, sebagai peraturan, digunakan pada skala perindustrian dan bengkel besar. Mesin ini mempunyai kelebihan berbanding alat manual dan elektrik, yang termasuk prestasi tinggi, ketepatan ketika menggunakan benang, serta penyertaan minimal faktor manusia.

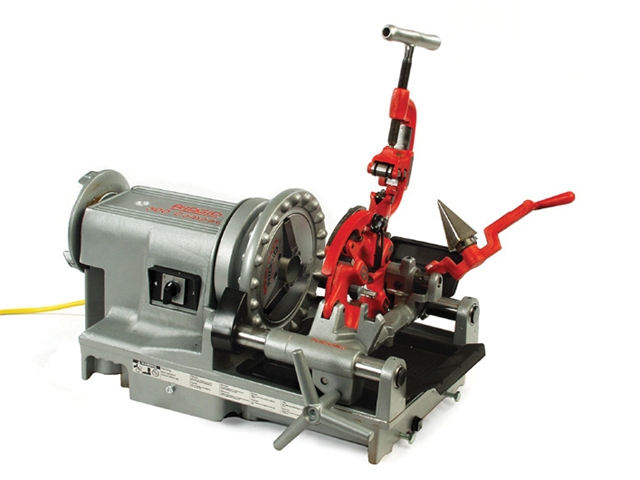
Mesin pembalut untuk paip dibahagikan kepada pilihan manual, elektrik dan automatik. Penggunaan manual di rumah - ia padat, boleh diangkut, beratnya tidak melebihi 50 kg, tetapi tidak sesuai untuk paip diameter yang besar. Mesin elektrik baik untuk bengkel kecil, pilihan automatik kerana saiz yang besar dan prestasi tinggi digunakan secara meluas pada skala produksi.
Sesetengah jenis paip boleh dipotong hanya dalam keadaan perindustrian.Sebagai contoh, tiub karbon dengan diameter 32 mm boleh dipotong hanya selepas permukaannya dirawat dengan sebatian khas.
Selepas kerja, bahan ditolak. Jika produk mempunyai kecacatan dalam benang, maka ia tidak boleh digunakan, jadi pemotongan harus dilakukan, mempunyai kemahiran asas dan pengetahuan dalam hal ini.
Petua
Ia berguna untuk mengetahui beberapa perihal operasi dan pemilihan alat, serta cara menggunakannya.
Dalam isu ini akan membantu beberapa petua.
- Sebelum membeli skru mati, anda perlu yakin tentang kualiti bahan kes dan komponennya, yang mana anda harus mempelajari abstrak dan membiasakan diri dengan keadaan teknikal operasi peranti. Pilih model berlesen yang lebih baik daripada pengilang yang boleh dipercayai.
- Skru mati dengan pemotong yang boleh ditukar ganti akan berfungsi lebih lama dan lebih baik daripada mati konvensional. Pemotong adalah yang terbaik untuk memilih dari keluli aloi.

- Sebelum memotong benang pada paip air, pastikan integriti sistem; jika tidak, semasa kerja, paip mungkin pecah.
- Sekiranya unsur karat didapati dalam paip, lebih baik mengeluarkannya menggunakan pemotong paip.Untuk ini sesuai dengan model elektrik. Ia boleh mengatasi unsur-unsur diameter yang besar. Manual skru manual hanya digunakan untuk permukaan keluli berbentuk tiub nipis.
- Untuk memotongnya lebih mudah dan lebih baik, anda perlu menggunakan cecair khas untuk pemotong, yang pada masa yang sama akan sejuk dan melincirkan permukaan pemotongan - ini akan mengurangkan daya geseran, yang akan melindungi pemotong daripada haba dan ubah bentuk. Permukaan kerja, alat dan kod sumber biasanya dilincirkan dengan pelincir khas: minyak mesin atau minyak gris. Jika mereka tidak berada di tangan, anda boleh menggunakan alat terbukti - sekeping bacon.


- Untuk memotong manual dari bahagian dalam, lebih baik menggunakan pemotong paip dan kunci. Menggunakan sepana gas, paip tetap dan dipotong. Oleh kerana panjang pemegangnya, ia ringan dan mudah digunakan. Walau bagaimanapun, tidak ada racun yang diperlukan, namun bahan keselamatan ini kadang-kadang diperlukan sebagai pengapit yang dapat dipercayai untuk pembinaan pipa.
- Adalah lebih baik untuk membuat pemotongan sedemikian rupa sehingga diameter lilitan luar sedikit lebih besar daripada diameter pipa - ini menjamin sambungan yang baik.
- Untuk kebolehpercayaan sambungan dalam pemotongan, lebih baik untuk membuat bilangan lilitan yang lebih besar, sebagai contoh, lima. Menamatkan benang, anda perlu sekali lagi berjalan di atas permukaan untuk pemotongan kualiti terjamin.

- Untuk memasang run dengan betul, anda perlu mengikuti nilai nombor pada risiko.
- Untuk kerja jangka panjang pemutar skru yang baik, adalah perlu untuk menggantikan komponen gagal dalam masa. Gigi baru bukan dipakai lebih baik untuk membeli dari pengeluar yang sama.
- Ia perlu untuk menggabungkan unsur-unsur struktur alat dengan tegas mengikut parameter - tidak mematuhi dimensi plat dan mati skru akan menyebabkan kerosakan gigi.


Lihat cara memotong benang di paip, anda boleh dalam video ini.



















