Spesifikasi dan kaedah pemasangan paip profil

Bahan binaan moden adalah paip profil, yang menawarkan kepada kita industri logam. Penghantar penghantar paip teras dimulakan pada pertengahan abad yang lalu, tetapi hanya sekarang penggunaan bahan tersebut telah menjadi relevan dalam kerja pembinaan.


Ciri khas
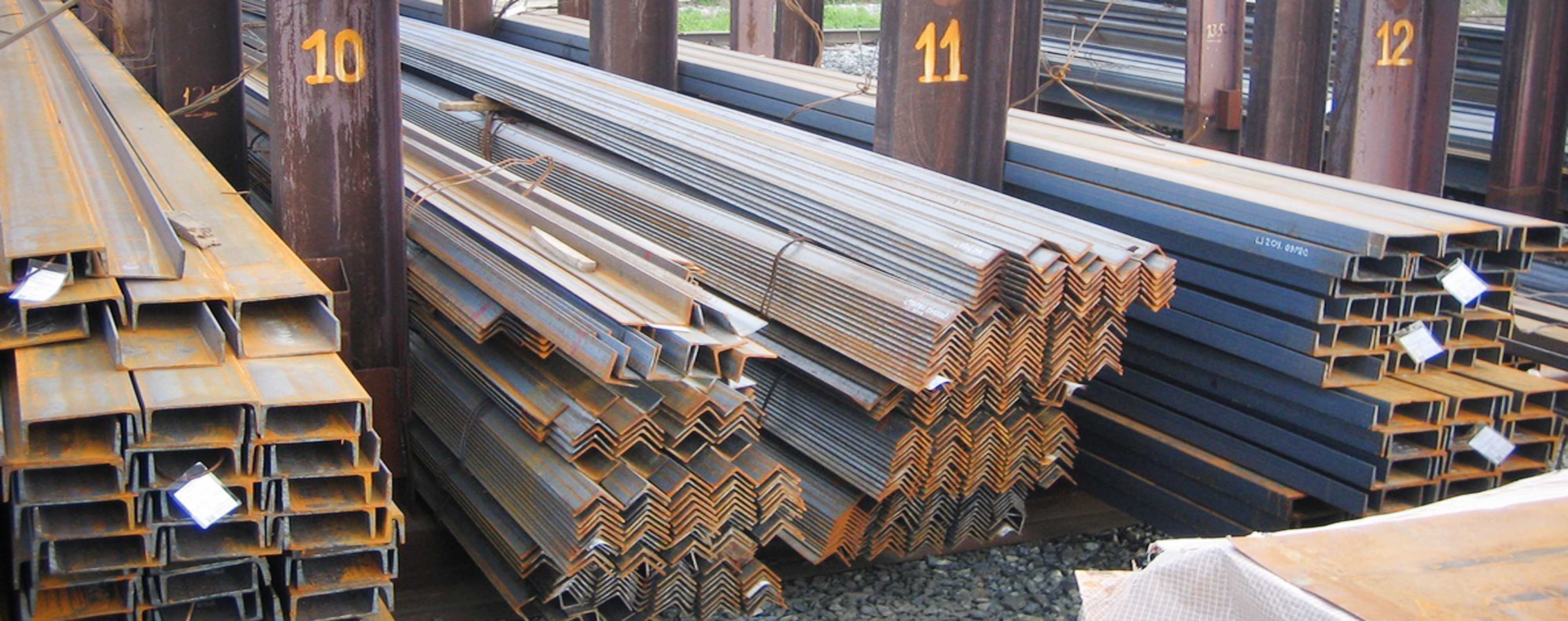
Paip paip jenis kosong boleh mempunyai pelbagai bahagian, misalnya, persegi dan juga bujur. Mereka dibuat menggunakan pelbagai bahan.
Ia mungkin:
- keluli tahan karat;
- keluli karbon;
- keluli aloi yang rendah;
- plastik.
Bagi proses pembuatan paip itu, ia terdiri daripada menukar bahagian bulat ke bentuk yang diperlukan: persegi, bujur atau segiempat tepat.Dalam pengeluaran jalur yang digunakan, yang merupakan sejenis bilet logam, atau bahan yang kemudiannya akan digunakan untuk pembuatan. Dan dengan itu paip sudah siap dalam bentuk dengan bantuan peralatan khusus memperoleh bentuk yang diperlukan dari bahagian tersebut.
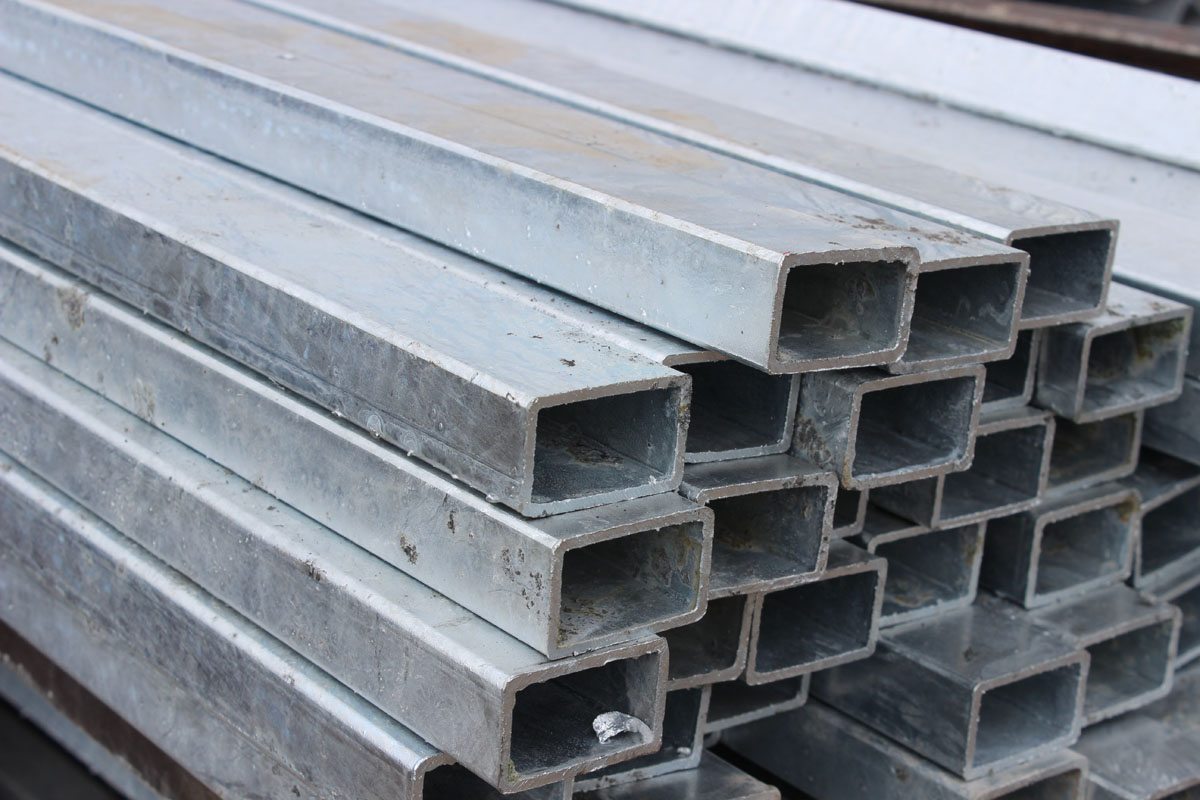

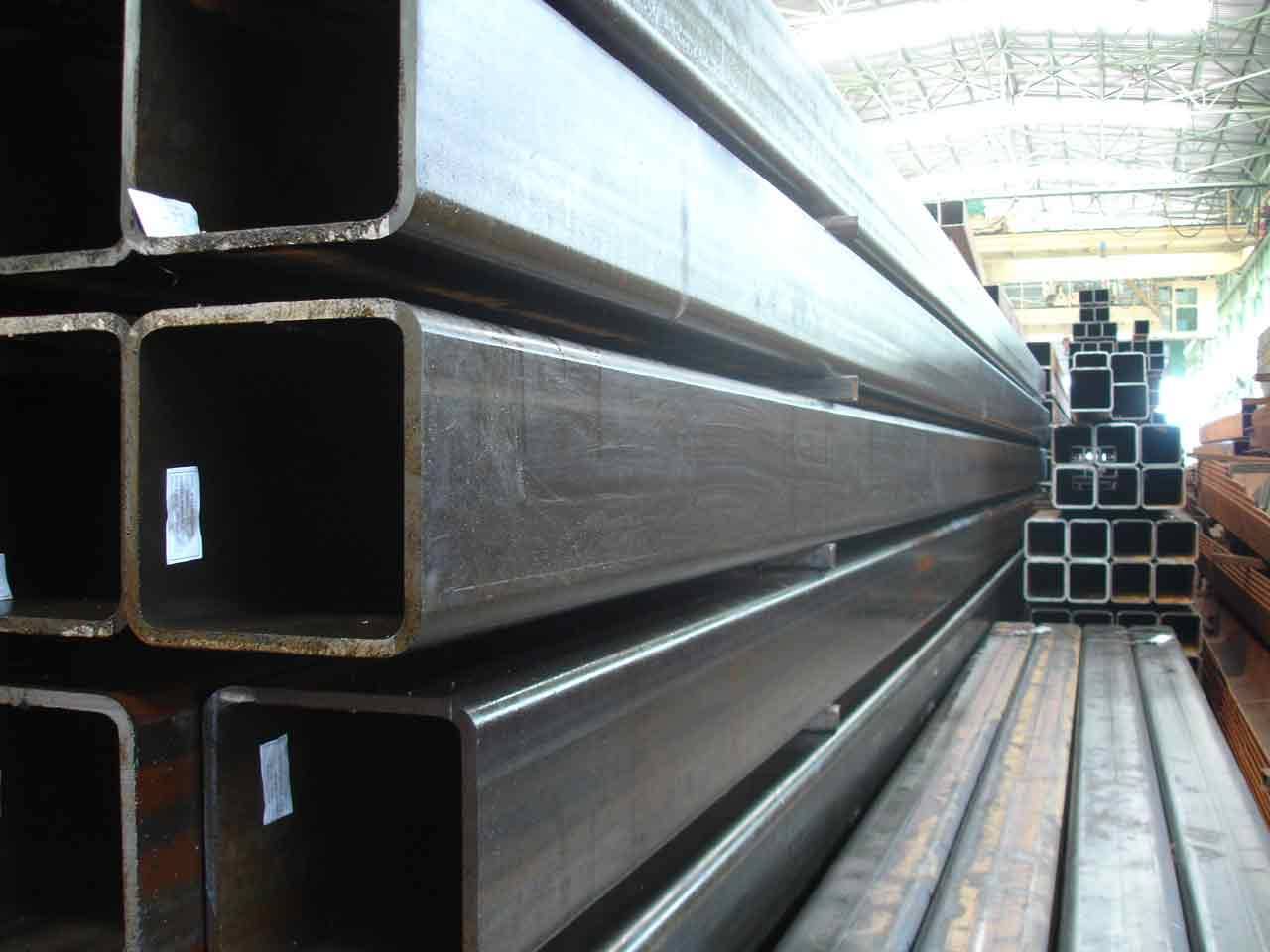
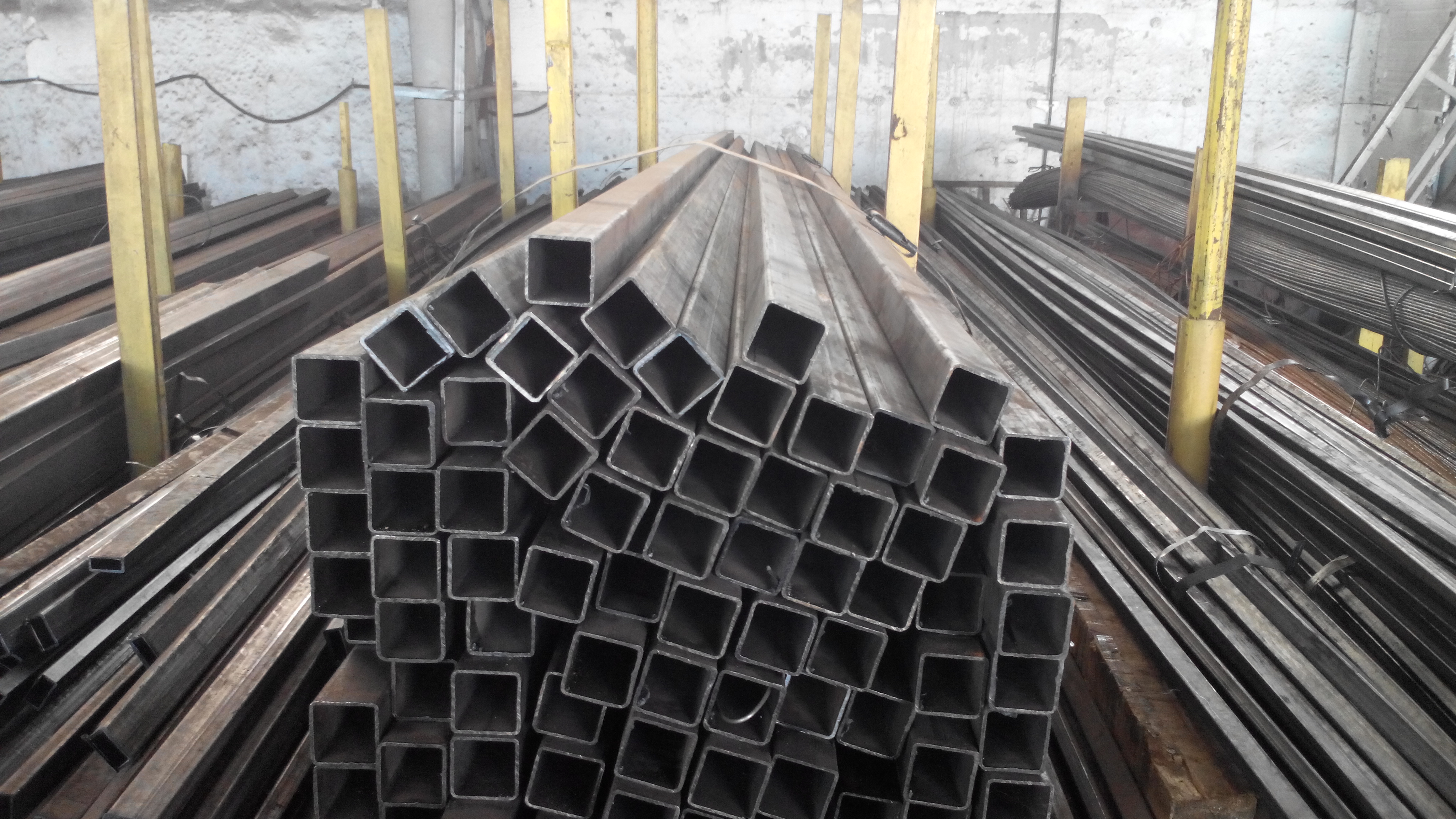
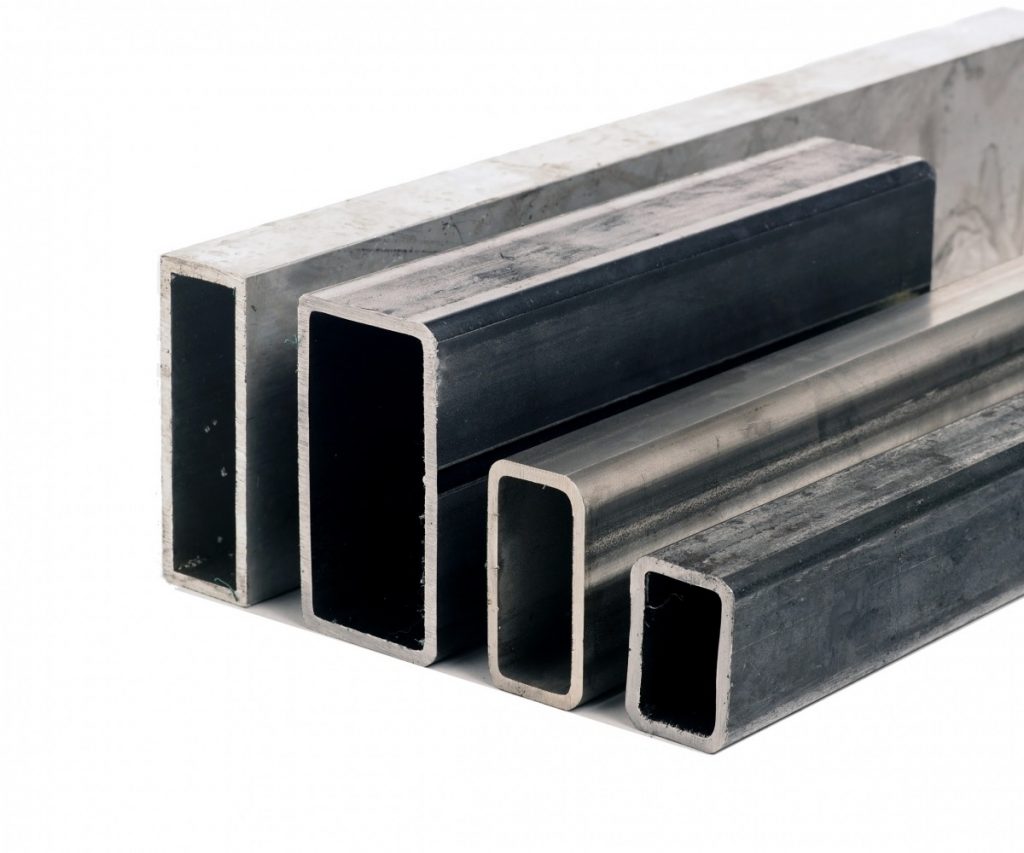
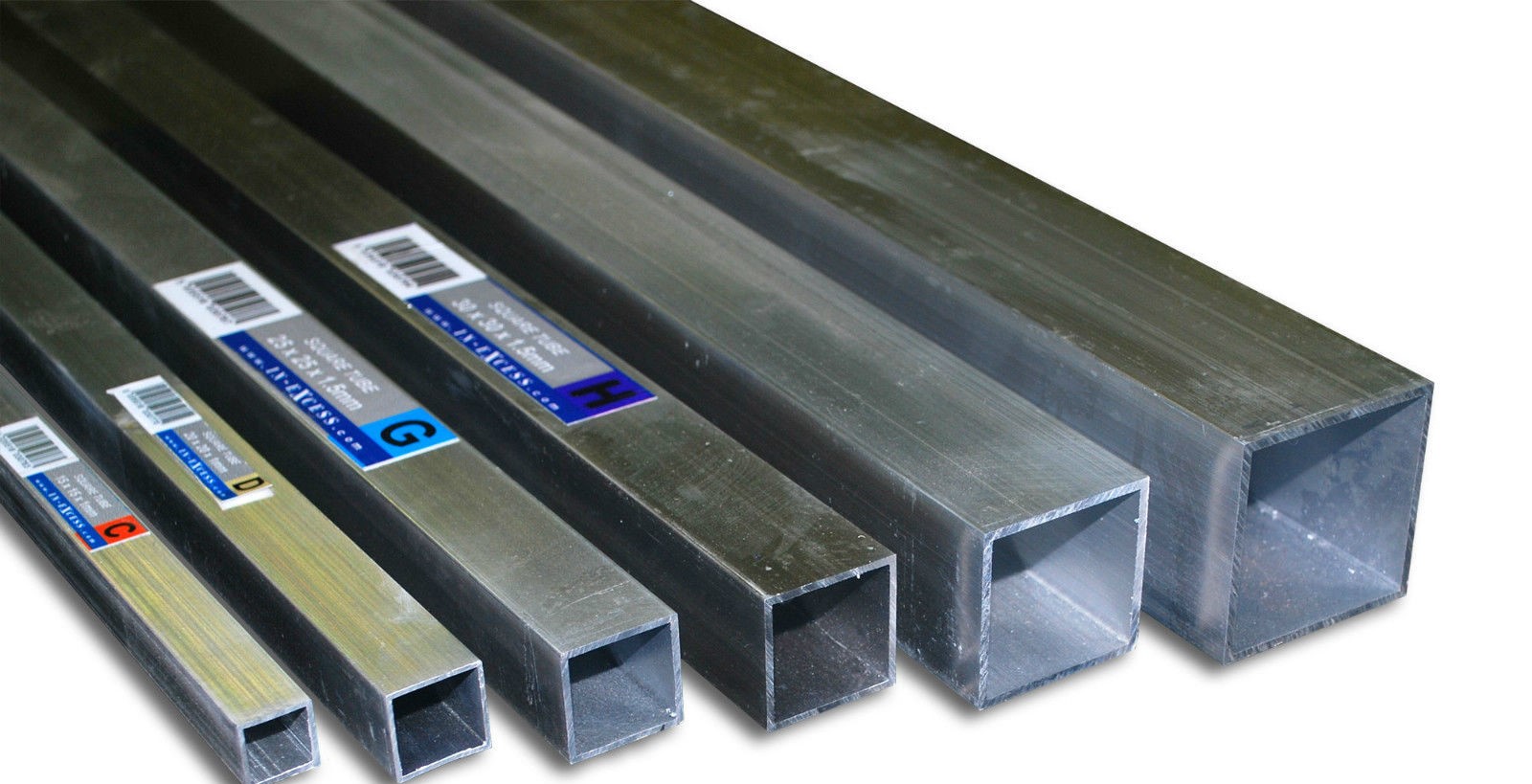
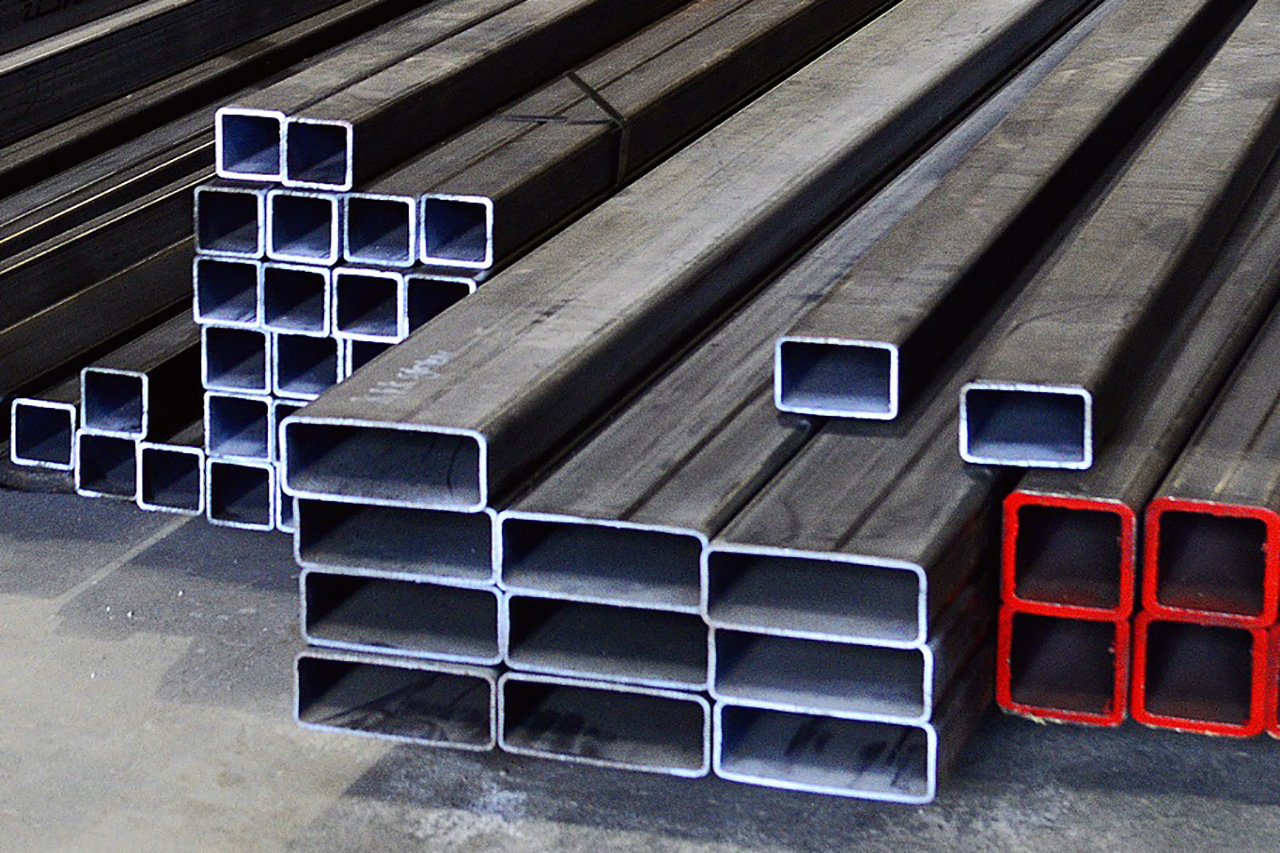
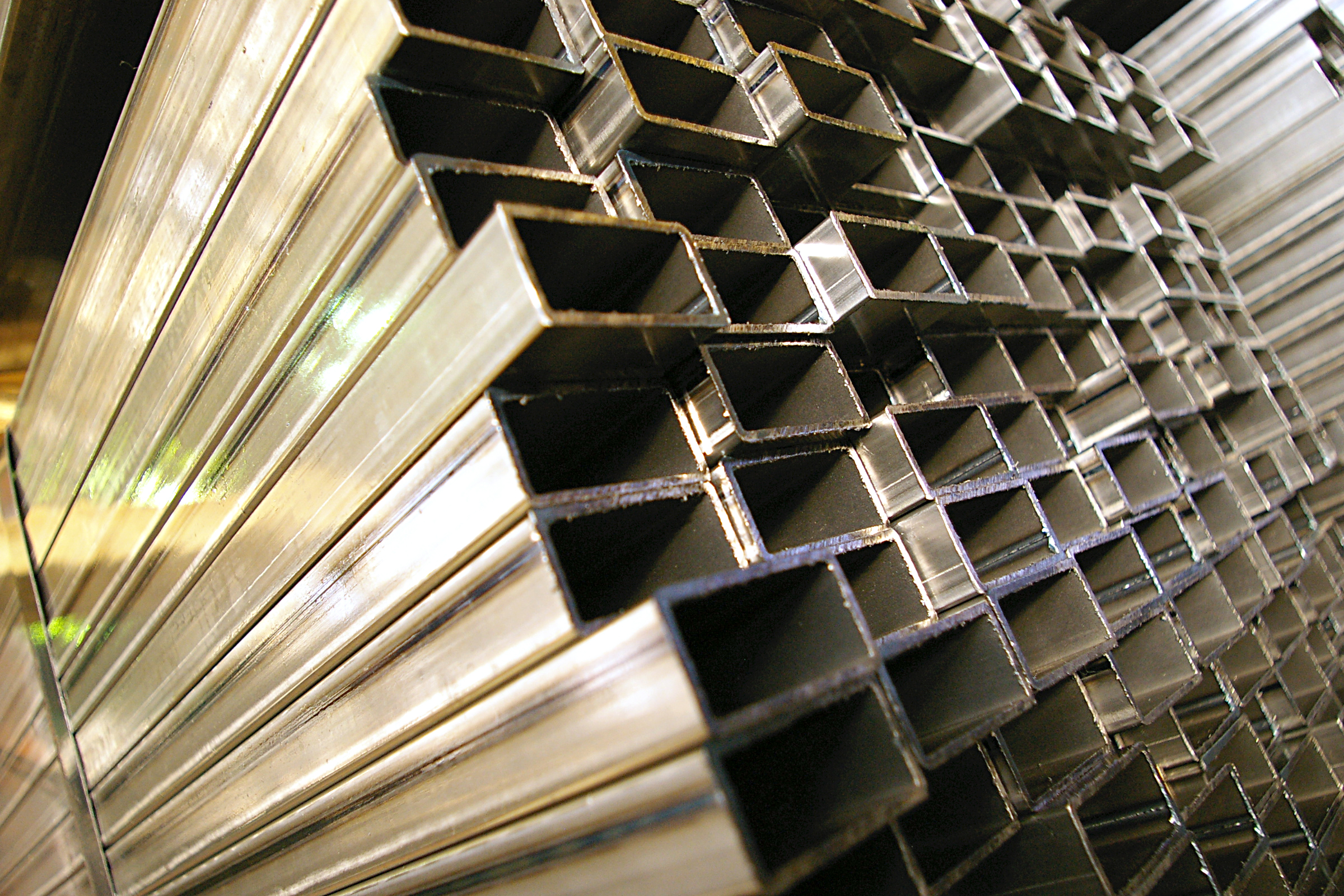
Paip berprofil boleh menjadi aluminium, logam, galvanized. Di samping itu, ia berbeza dalam penampilan - ia boleh menjadi persegi, segi empat tepat, termasuk berdinding tebal dan berdinding nipis. Pandangan profil mempunyai bahagian yang berbeza. Seksyen minimum pipa profil adalah 1x1 cm, tetapi ukuran maksimal dari seksyen ini dapat mencapai 50x40 cm. Sebagaimana ketebalan produk ini, dapat dari 1 mm dan mencapai 2.2 cm. Jenis ini mampu menahan beban maksimum, karena permukaan datar bahkan mengedarkannya ke segmen. Berat produk sebegini kecil disebabkan oleh hakikat bahawa paip di tengahnya kosong. Oleh itu, reka bentuk fabrikasi sangat ringan.

Paip berprofil digunakan:
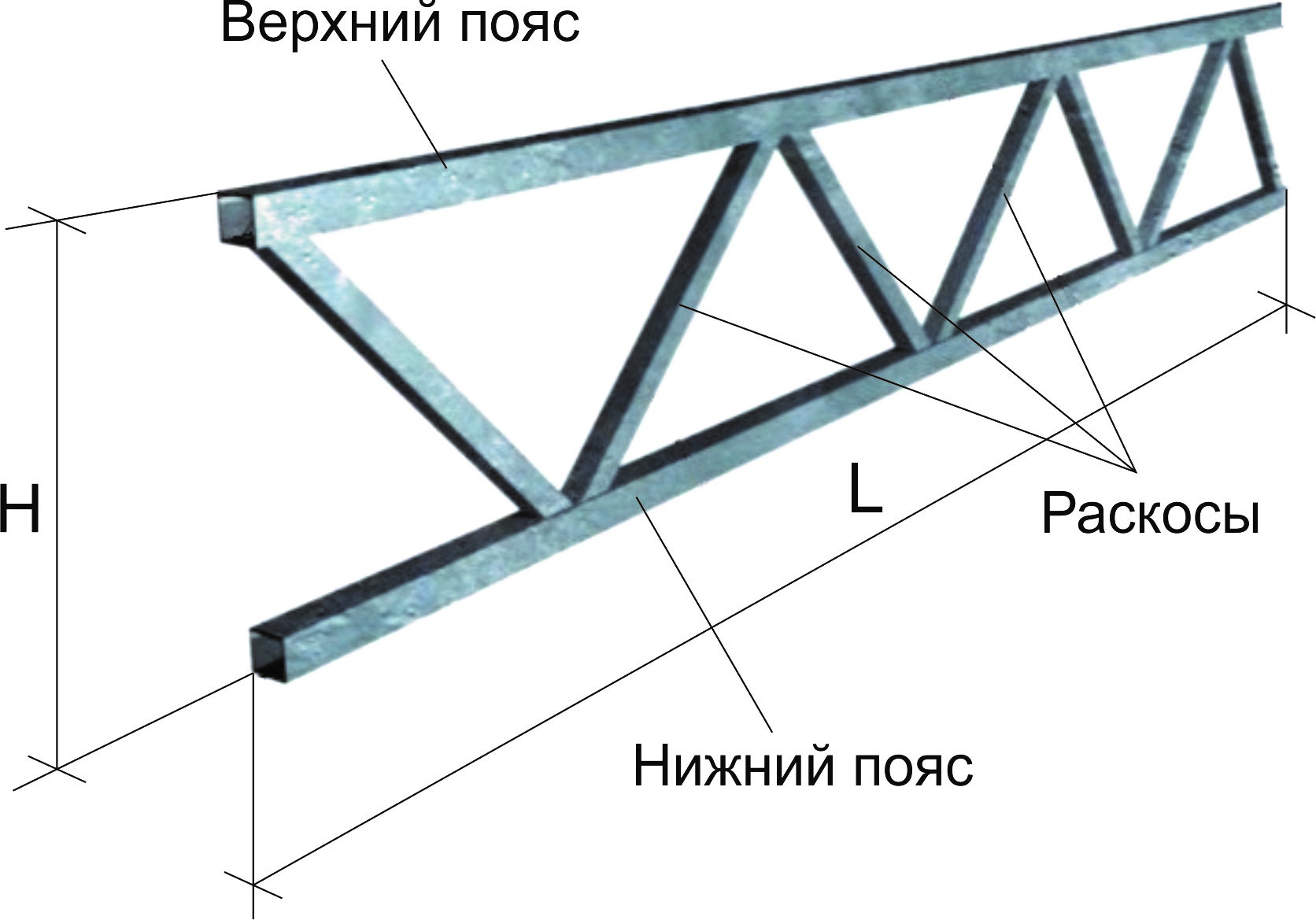
- untuk organisasi rangka kerja pembinaan masa depan;
- untuk mengatur platform dan stadium besar;
- untuk pembinaan dan pembinaan semula gerbang dan jambatan;
- untuk pembinaan jarak di tapak petani;
- sebagai asas papan iklan;
- untuk pembinaan mansard atau bangunan jenis rendah;
- untuk pembinaan sekatan atau premis untuk kegunaan perindustrian.



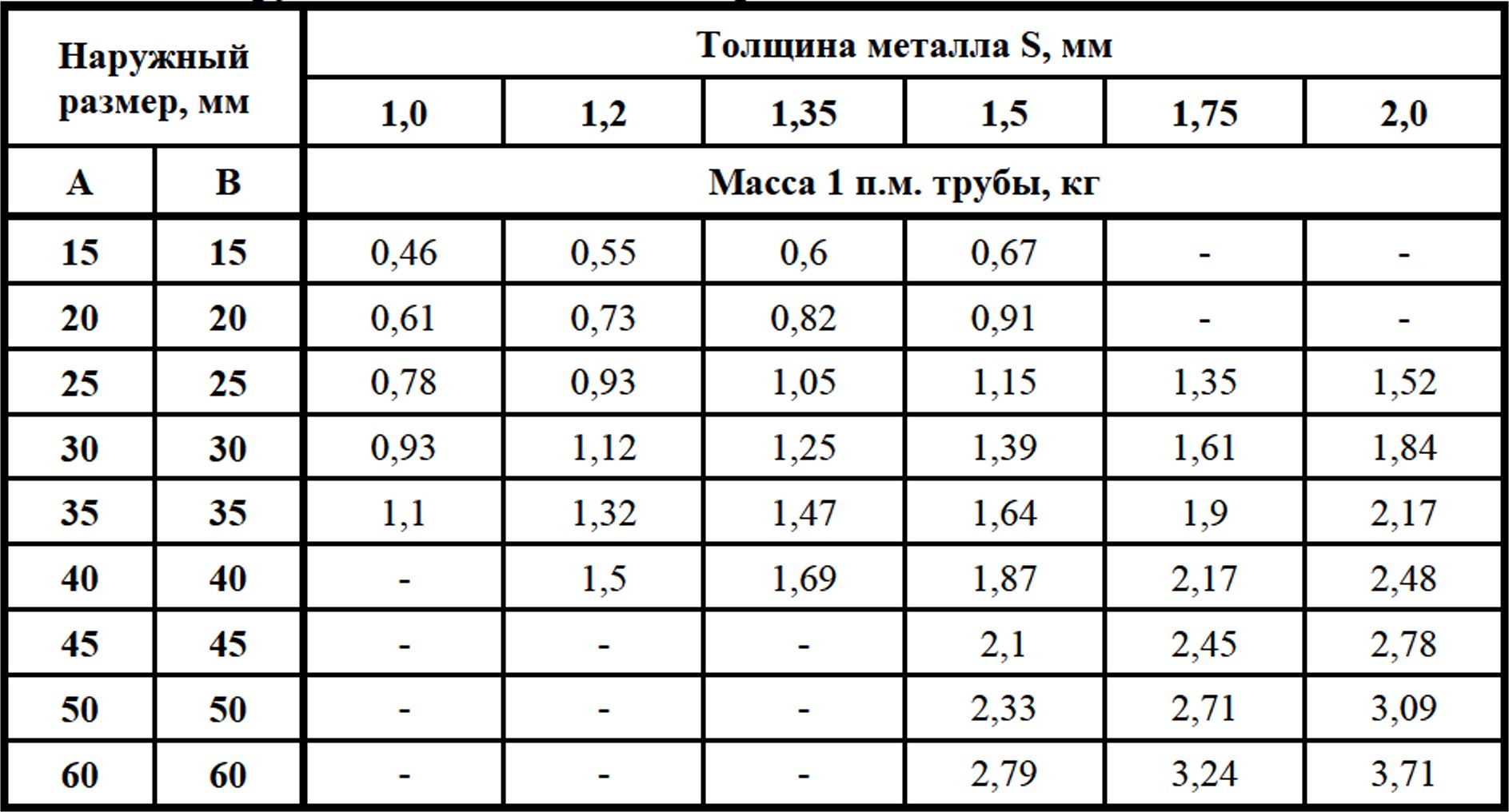
Sangat penting dalam kerja jisim bahan. Untuk memahami berapa banyak paip yang berat dan sama ada sesuai untuk kerja yang diperlukan, anda akan dibantu oleh meja yang pengeluar melekat pada setiap jenama paip. Berdasarkan datanya, anda boleh menentukan sama ada ia dapat membengkokkan di rumah. Perlu diingatkan bahawa bahan ini adalah asas dalam beberapa kerja pembinaan dan struktur. Ia boleh digunakan untuk menganjurkan rangka kerja pertindihan bangunan gudang. Oleh itu, dapatkan reka bentuk yang boleh dipercayai dan berpatutan.
Jika perancah direka bentuk daripada paip berbentuk, maka anda boleh dengan mudah pergi ke muka bangunan mana-mana bangunan untuk membaiki atau menghadapi kerja-kerja.


Kerana fakta bahawa paip jenis ini mudah dihubungkan dalam masa yang singkat, dengan penggunaannya, anda boleh memasang kren menara dan anda tidak perlu menggunakan jentera berat.
Bagi ciri-ciri bahan ini, antara mereka adalah yang berikut:
- penggunaan paip ini adalah pilihan ekonomi, kerana pembinaan bangunan besar memerlukan sedikit bahan;
- kelajuan pemasangan dan ringannya adalah kelebihan yang penting, yang membolehkan anda membina bangunan yang besar dalam masa yang singkat;
- dalam pembuatan paip jenis yang digunakan rawatan anti karat, yang sesuai sepenuhnya untuk kebersihan dan kebersihan piawai;
- Satu lagi ciri struktur paip profil adalah penggantian salah satu struktur keseluruhan, kerana dalam kerja sedemikian tidak perlu membongkarnya ke bahagian yang rosak, dan sudah cukup untuk mengeluarkan paip lama dan memasang yang baru di tempat yang sama;



- kemudahan pengangkutan dibenarkan oleh hakikat bahawa paip adalah segi empat tepat atau segi empat tepat dan dengan itu selamat dipasang dalam satu kedudukan;
- paip tersebut tahan kepada beban yang tinggi dan membongkok;
- penggunaannya membolehkan reka bentuk struktur apa-apa jenis kerumitan.



Kerana kenyataan bahawa paip jenis profil mempunyai ciri-ciri sedemikianyang jauh lebih unggul daripada pilihan dengan seksyen bulat, mereka mendapat populariti dan menjadi relevan untuk digunakan dalam pelbagai tujuan. Tetapi ramai yang menganggap sebagai kelemahan kos tinggi produk sedemikian dan tahap rintangan kakisan yang rendah.
Spesies
Ia lebih sukar untuk membuat proftruby, daripada pilihan dengan seksyen bulat. Proses pembuatan dalam kes ini berlaku dalam beberapa peringkat. Pada peringkat pertama, kilang itu membeli produk separa siap, iaitu, pita logam dengan ketebalan yang akan menjadi ketebalan dinding paip profil siap. Selanjutnya, pita itu tidak dapat dipotong, menghasilkan memotong membujur, meluruskan, memotong hujung jalur, melakukan kerja kimpalan dan letakkan pada peralatan penyimpanan. Pada peralatan ini, paip dengan seksyen salib berputar dikeluarkan, maka ia dipasang di mesin pencetak. Mesin ini melakukan pengimpal awal bahagian paip dan melancarkan peralatan yang menjalankan pemprosesan suhu dan membentuk bahagian profil paip bulat.
Setelah selesai pengeluaran, produk diperiksa untuk memenuhi piawaian GOST. Untuk ujian sedemikian, pengesanan kecacatan dilakukan,melihat secara visual produk dan periksa kesesuaian saiz. Pada peringkat akhir, paip-paip yang dihasilkan dipotong ke dalam kepingan-kepingan tertentu dan dibungkus.
Proses pengilangan mungkin berbeza, kerana paip boleh lancar, digulung panas dan sejuk digulung. Di samping itu, teknologi untuk membuat bahan dengan bahagian profil juga berbeza.
Jenis paip:
- Lancar panas. Pilihan ini mempunyai kekuatan tinggi, rintangan kakisan.
- Profil sejuk-dilancarkan. Direka untuk menahan tekanan besar dan tetap. Di samping itu, produk sebegini mempunyai penunjuk ketumpatan yang sangat baik.
- Dikimpal dengan bahagian jenis profil. Jenis ini mempunyai penunjuk kepadatan yang baik dan direka untuk operasi jangka panjang.
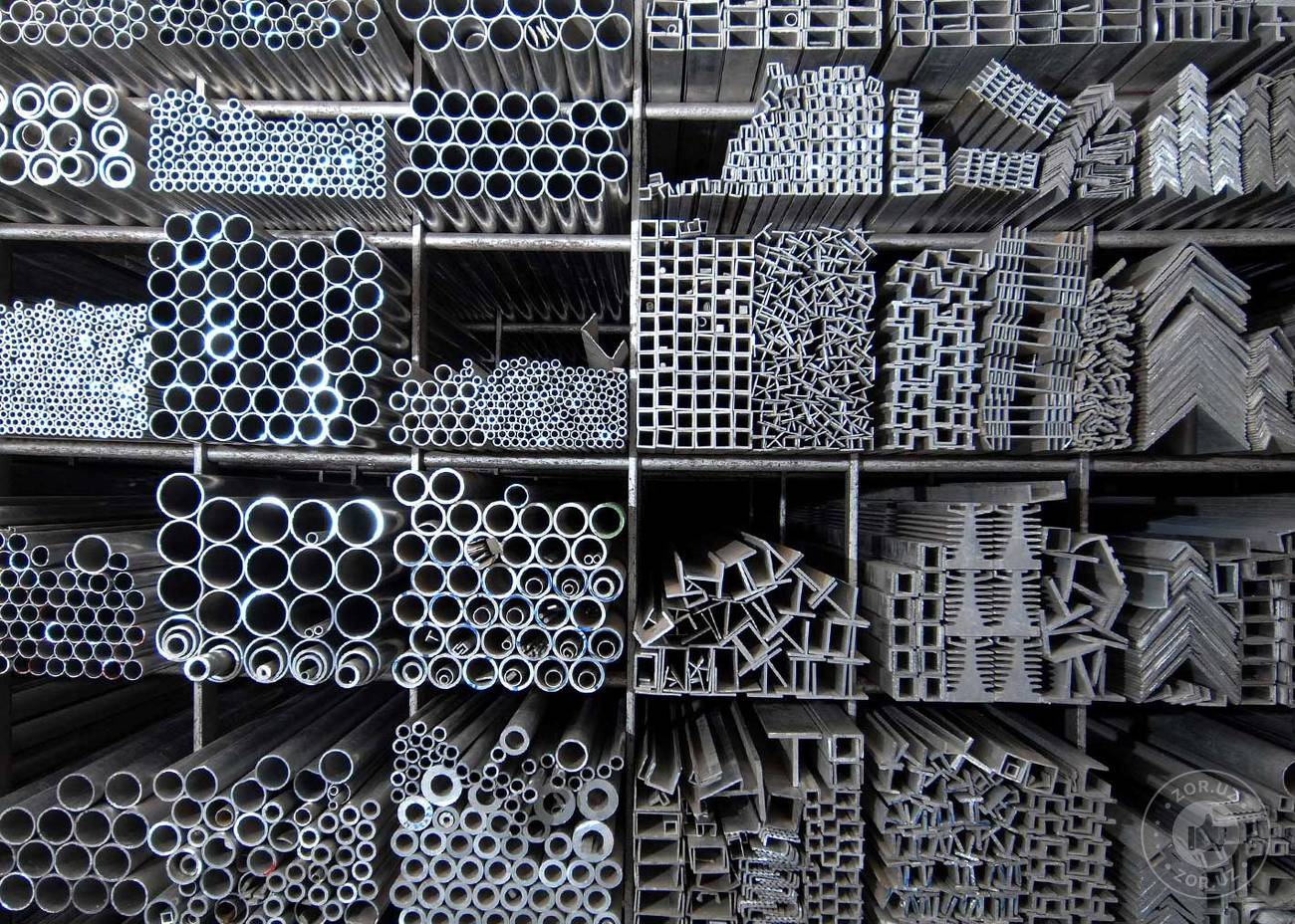
Jika kita bercakap tentang bidang penggunaan paip tersebut, maka mereka yang tergolong dalam pelbagai standard boleh digunakan untuk menjalankan talian paip, tarik peralatan kabel, membuat perancah, dan juga sebagai pagar untuk seksyen tertentu. Paip saluran digunakan untuk membina saluran paip di mana tekanan jatuh mungkin.Terdapat juga jenis tahan haba yang digunakan dalam industri perindustrian dan makanan, dan paip khas jenis profil, yang digunakan dalam proses mencipta bahagian untuk kereta. Bagi paip, yang digunakan dalam proses pendirian bangunan, ini adalah jenis profil struktur. Dengan bantuan mereka dalam pembinaan keperluan untuk menggunakan kren dan alat berat lain untuk pembinaan pencakar langit hilang.



Secara berasingan, harus mempertimbangkan bentuk paip. Mereka dibuat dalam seksyen bujur, segi empat tepat, persegi dan rata. Di samping itu, mereka berbeza dalam bahan. Ia boleh menjadi logam atau plastik. Logam dirujuk kepada bahan yang paling dituntut kerana ia tahan lama. Bagi plastik, kestabilannya lebih rendah, tetapi harga lebih diterima.
Tahap pengeluaran
Proses pembuatan paip terdiri daripada beberapa peringkat:
- memproses jalur yang dihasilkan;
- pengeluaran dengan seksyen bulat;
- berubah dari bulat ke bentuk;
- rawatan haba dan pemotongan kepada dimensi yang diperlukan;
- mengawal pematuhan dengan GOST.

Bahan untuk pembuatan paip profil dibekalkan ke kilang dalam bentuk gulungan logam. Gulungan-gulungan ini tidak diganti dan dipotong menjadi mesin slit. Selepas gulung dipotong kepada lebar yang diperlukan, jalur itu dikimpal menjadi satu panjang dan luka ke drum. Ini perlu supaya mesin penggilingan tidak berhenti berfungsi. Oleh itu, kegagalan dalam pengeluaran dielakkan.


Selepas itu, bahan kerja diberi makan dari drum ke mesin pembentuk, yang menghasilkan satu paip kosong dengan seksyen salib bulat. Pada peringkat ini, paip diperolehi yang tidak ditutup oleh jahitan. Ia berada di tahap membentuk kosong bahawa logam mengalami rawatan haba. Selepas pemprosesan, bahan kerja dipasang pada kilang untuk kimpalan, yang mengimpal paip. Kimpalan itu sendiri dilakukan dalam cara ketuhar, iaitu, menggunakan gas perisai atau menggunakan arus frekuensi tinggi. Bagi jahitan, ia boleh menjadi jenis lurus atau lurus. Agar jahitan kimpalan dapat dipercayai dan tahan lama, mesin mengembang jahitan jahitan. Dengan cara ini, burr diperolehi - titisan logam cair yang berlebihan ditekan ke permukaan tiub berbentuk, burr tambahan dibuang dengan bantuan pemotong, dan pada akhir tahap ini tiub disejukkan dengan komposisi emulsi.

Pada peringkat seterusnya, keratan rentas yang diperlukan pada paip berprofil dibentuk dari seksyen pekeliling paip. Prosedur ini berlaku dalam satu atau dua versi berbeza. Sebagai contoh, jika ada keperluan untuk membuat paip dengan seksyen bujur atau rata, maka untuk itu, bahan kerja mesti dilalui penggelek jenis penentukuran. Mereka direka untuk menyelaraskan bahan kerja sepanjang keseluruhannya. Sekiranya terdapat keperluan persegi, segiempat, atau mana-mana bahagian lain, maka satu lagi langkah ditambah ke langkah sebelumnya - melangkau bahan kerja melalui mesin profil. Dia sudah dalam bentuk automatik membentuk bahagian yang ditubuhkan pada kawalan.
Pada penghujung pengeluaran, paip yang dihasilkan dipotong menjadi segmen dengan panjang yang sama, kajian dilakukan untuk mematuhi piawaian, dan jika semuanya bersatu, ia dibungkus dan dihantar kepada penerima.

Dalam rangka untuk paip tambahan dilindungi, ia adalah sejuk atau panas tergalvani. Sekiranya galvanisasi panas dilakukan, maka untuk ini paip dibersihkan dan dicelupkan dalam tab mandi dengan zink mendidih, dan jika kaedah sejuk digunakan, maka lapisan serbuk atau cat polimer digunakan untuk permukaan produk.
Dimensi
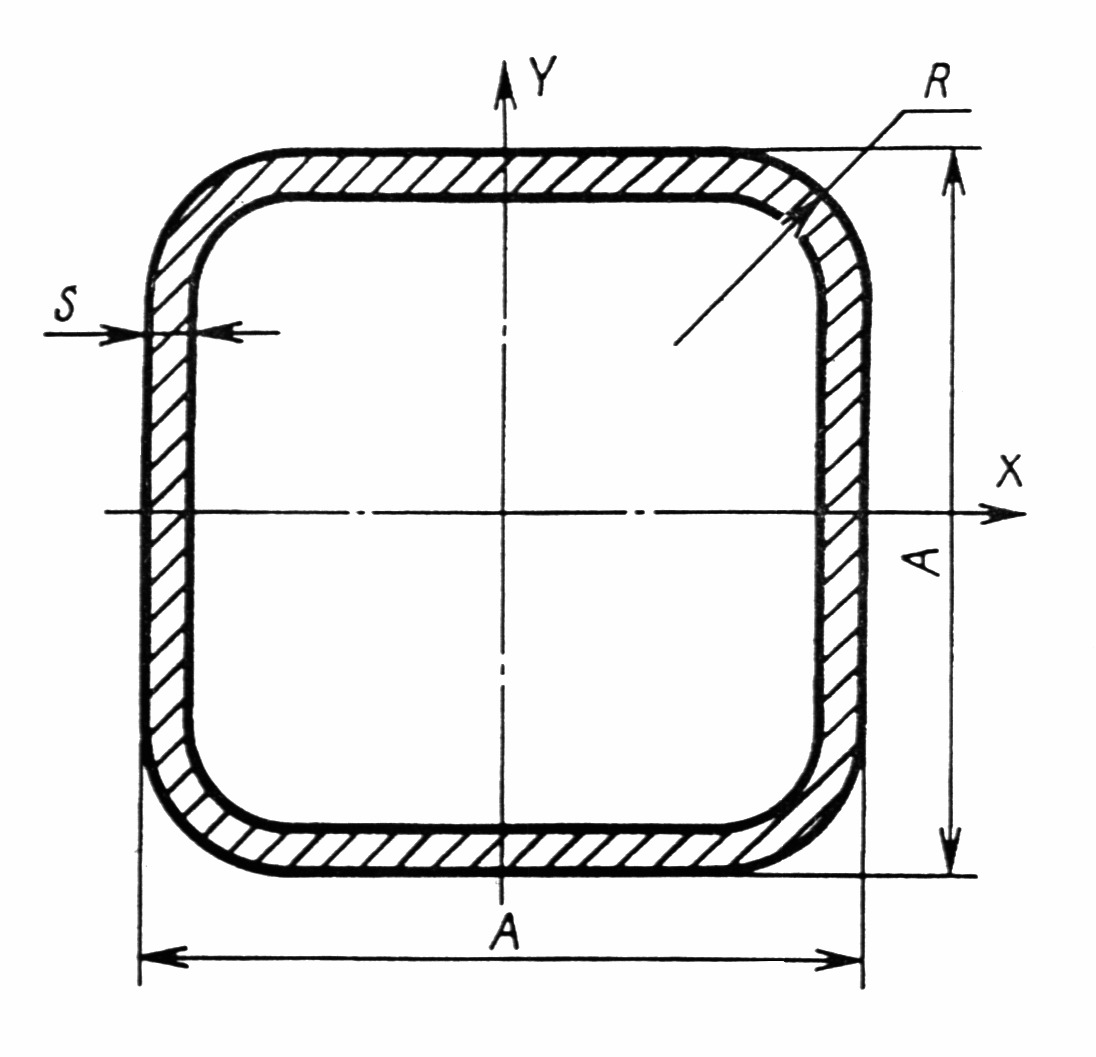
Menurut piawaian, saiz paip bagi bahagian yang berbeza dikira berdasarkan bahan mentah yang digunakan untuk pembuatannya. Logam ini mempunyai ketumpatan sebanyak 7.85 gram per centimeter persegi. Untuk paip dengan bahagian profil, terdapat kriteria tertentu yang dinyatakan dalam GOST 8645-68.
Keperluan produk adalah:
- dinding luar mempunyai panjang dari 1.5 hingga 18 cm;
- lebar luar boleh dari 1 hingga 15 cm;
- Ketebalan dinding juga boleh dari 1 mm hingga 1.2 cm;
- seksyen boleh menjadi yang paling pelbagai;
- berat dikira oleh meter, contohnya, satu meter boleh 300 gram dan 55 kilogram, semuanya bergantung kepada bahagian pipa.

Oleh itu, tabung profil dengan sekatan salib persegi boleh dibuat mengikut GOST, yang membolehkan pembuatan paip dengan tulang rusuk luar dari 1 hingga 18 cm panjang dan ketebalan dinding dari 1 hingga 6 mm. Dalam kes ini, kawasan keratan rentas boleh berbeza-beza dari 0.343 cm2 hingga 90 cm2. Berat boleh dari 269 gram setiap 1 meter dan sehingga 70 kg setiap 1 meter.
Jika struktur dengan keratan rentas berbentuk bujur dibuat, maka dalam pembuatan produk tersebut dibenarkan menggunakan saiz yang lebih besar dan lebih kecil. Bagi saiz yang besar, diameternya boleh dari 6 mm hingga 9 cm, dan diameter yang lebih kecil boleh dari 3 mm hingga 50 mm.Ketebalan dinding boleh dari 0.5 hingga 2.5 mm. Juga dengan pengeluaran ini, diameter luar dari 5 mm hingga 11 cm dibenarkan. Jika paip dibuat berdasarkan parameter ini, maka berat satu meter produk dapat mencapai 4 kg.
GOST menentukan dimensi dan parameter paip lain yang paling banyak dikehendaki di kalangan pengguna. Dalam pembuatan paip tersebut untuk pelanggan tunggal dengan sebilangan besar produk, peruntukan berasingan di GOST boleh dibincangkan.
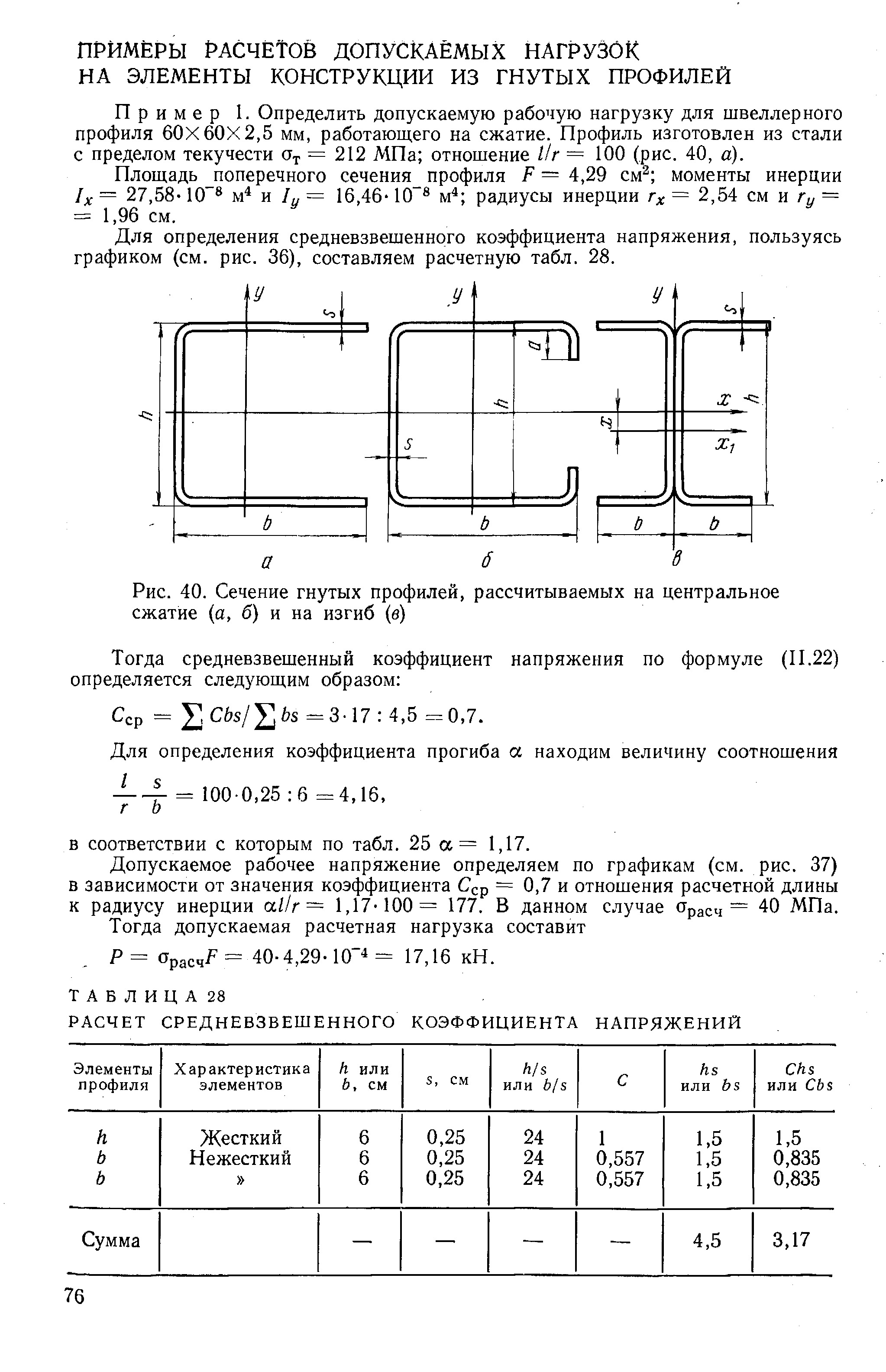
Pengiraan beban
Apabila memilih paip profil, pembeli perlu tahu betapa pentingnya untuk mengira parameter dan beban untuk struktur sokongan. Tetapi tidak setiap orang tahu bagaimana untuk mengendalikan pengiraan sedemikian dengan betul dan membeli paip seksyen salib supaya beban itu sesuai untuk pembinaan masa depan. Jika pagar, pagar atau rumah hijau dibina dari paip, maka boleh dilakukan tanpa pengiraan, tetapi jika kanopi, bumbung, visor, dan lain-lain, akan dibina dari paip ini, maka perlu dilakukan perhitungan yang tepat.
Mana-mana bahan mempunyai sifat untuk menahan beban tertentu. Dalam kes ini, tiada pengecualian dan keluli dari mana paip dibuat dengan seksyen profil.Sekiranya struktur itu akan dipengaruhi oleh beban yang betul, maka ia akan dapat bertahan, tetapi, sayangnya, ia akan membungkuk. Tetapi selepas mengeluarkan berat dari struktur, ia akan dipulihkan ke kedudukan asalnya. Dan jika anda melebihi beban yang dibenarkan, maka ia akan membungkuk dan selepas anda mengeluarkan berat badan, ia akan tetap berada dalam kedudukan yang bengkok.

Apabila mengira beban, perlu mempertimbangkan parameter berikut:
- dimensi paip dan jenis seksyen;
- parameter tekanan pembinaan;
- kualiti kod sumber dari mana paip akan dibuat;
- jenis beban yang mungkin bahawa pembinaan paip mesti menahan.

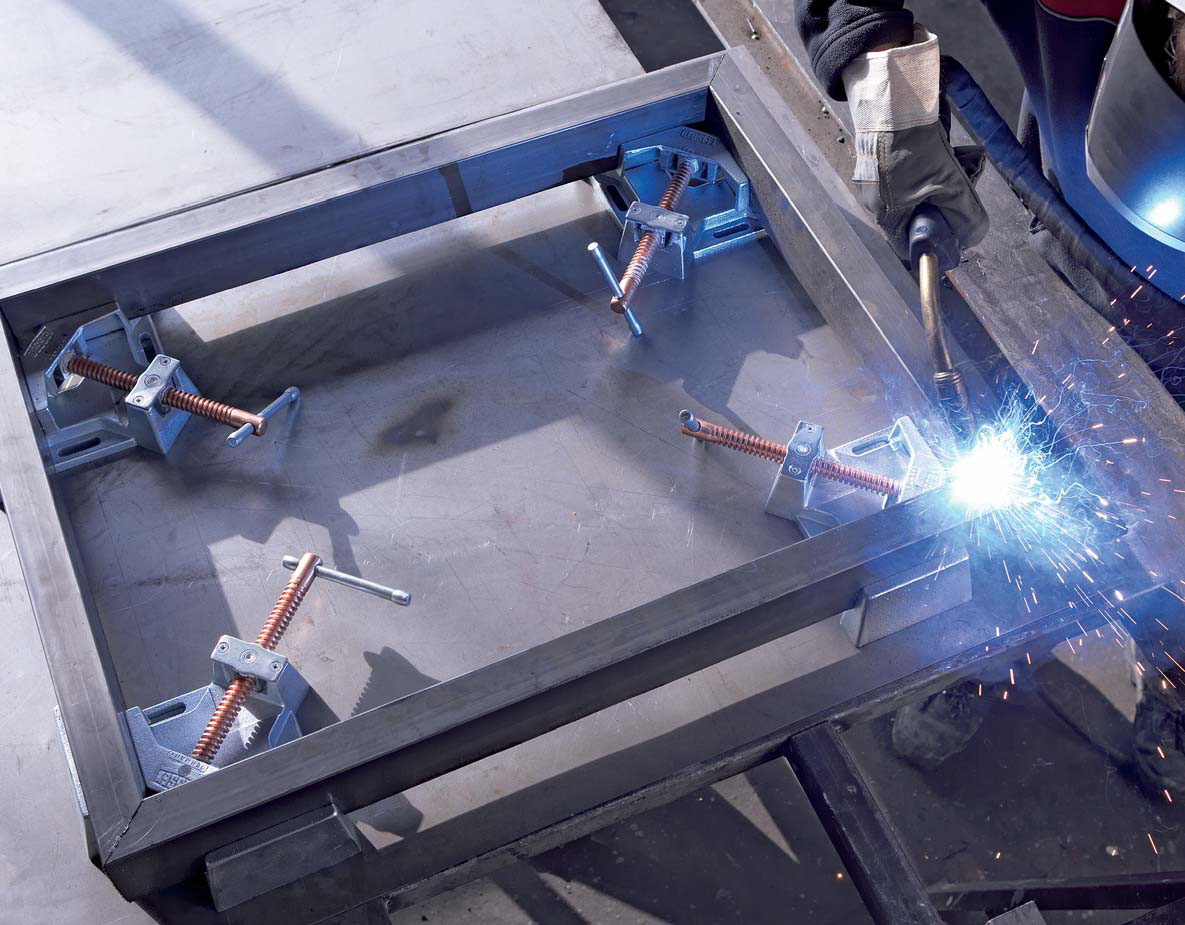
Perhimpunan
Paip profil dicipta mengikut piawaian yang ditetapkan oleh GOST. Ia memberi peluang untuk menggunakan bahan sebagai asas struktur sokongan. Agar struktur itu dibina dalam masa yang singkat, pakar-pakar telah membangunkan pengikat khas. Ia boleh menjadi pengapit, atau plat dan klip yang berlainan. Dalam pembinaan moden, lampiran ketam paling kerap digunakan. Mereka boleh menggabungkan beberapa bahan. Mereka mungkin berbentuk X-, G- dan T. Menghasilkan pengikat seperti dari keluli tergalvani.Kelebihan utama sistem pengikat seperti ini terdiri daripada dua komponen, yang membolehkan sepenuhnya membungkus produk dan membetulkannya dengan selamat.
Juga gunakan sistem pengapit dan kelengkapan yang menghubungkan paip tersebut. Penyambung berbentuk salib, tiga dan sudut. Salib dan tee boleh menyambung beberapa paip, dan dengan bantuan sudut anda dapat membengkokkan struktur.

Sekiranya terdapat beberapa jenis pengikat, anda tidak boleh menggunakan kimpalan, yang sangat mudah apabila mereka bentuk pembinaan bersaiz kecil, misalnya, khemah dan barangan kecil yang serupa.
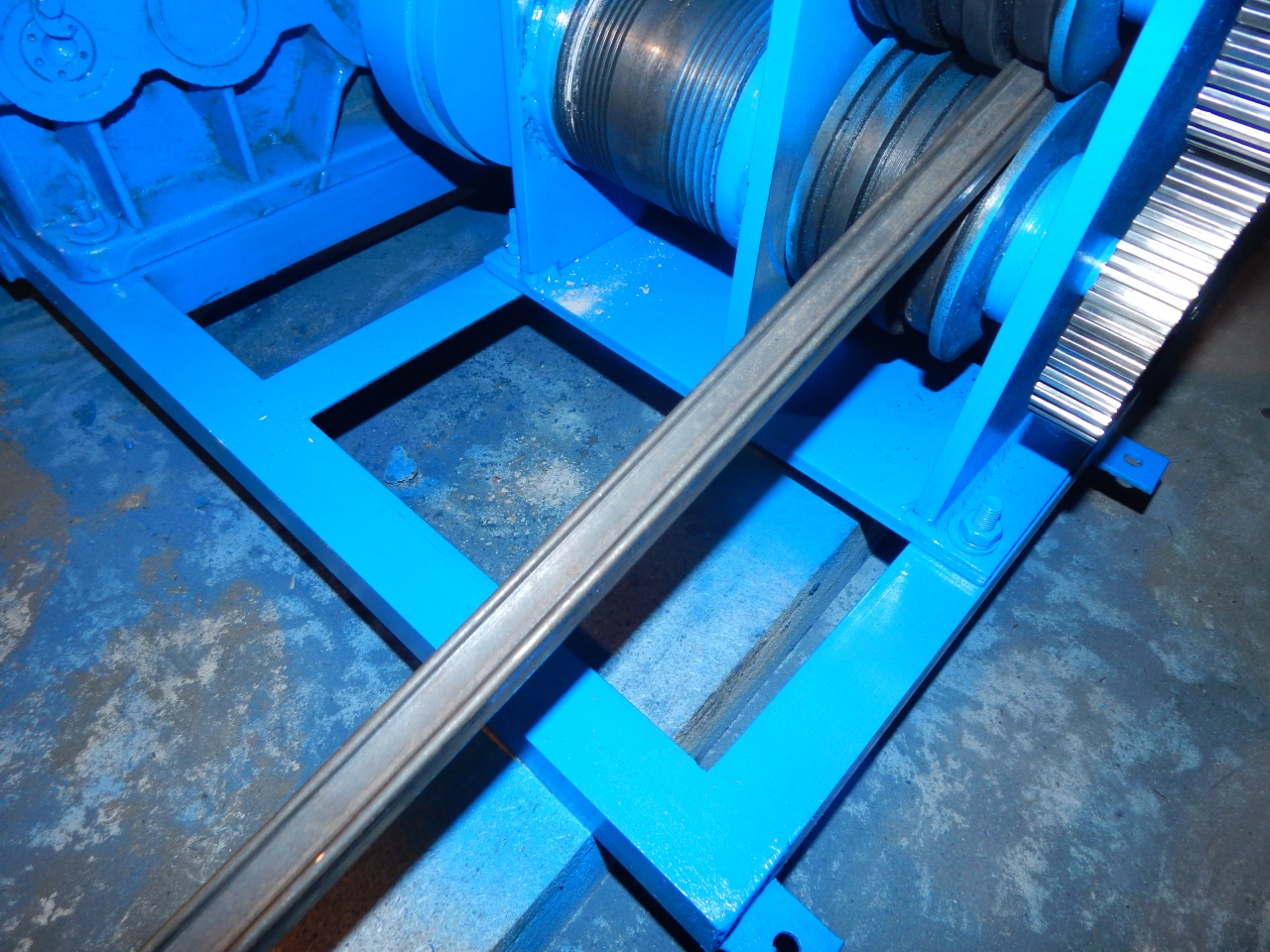
Petua
Untuk membuat paip, yang dianggap dalam artikel ini, gunakan penggelek khas. Mereka boleh mempunyai kuasa yang besar, dengan bantuan mana paip di bawah seksyen yang ditetapkan telah cacat. Jika anda sendiri ingin membuat paip jenis ini, yang tidak akan menanggung beban besar, contohnya, untuk pembuatan perabot atau rumah hijau, maka sudah cukup untuk membeli mesin kecil yang dapat membuat profil logam. Dan jika perlu untuk menghasilkan tiub berbentuk yang akan menahan beban tertentu,iaitu, ia akan digunakan untuk reka bentuk struktur sokongan, maka sudah tentu diperlukan untuk membeli elemen siap pakai yang dibuat menggunakan teknologi khusus dan dalam keadaan kilang.


Pembuatan di kilang berlaku mengikut langkah-langkah berikut:
- Kilang itu menerima gegelung besar besi yang dilancarkan, yang dipotong menjadi jalur yang sepadan dengan bahagian paip yang dihasilkan;
- maka, dengan menggunakan mesin kimpalan, semua jalur disambungkan ke satu jalur panjang, yang digulung pada drum;
- kemudian letakkan pita ini dalam mesin, yang membentuk jalur dalam paip dengan seksyen salib bulat;
- selepas itu, kosong dilas ke dalam satu pusingan keseluruhan paip;
- maka unsur-unsur yang dikimpal disejukkan dan diproses;
- Selepas pemprosesan, paip diletakkan dalam mesin yang telah membentuk bahagian bulat dengan keratan rentas yang dipasang, iaitu paip dengan segi empat tepat, segi empat tepat atau rentetan keratan rentas.
Pakar mengesyorkan menggunakan 4 penggelek dalam membuat paip berbentuk segi empat, dan mesin dengan 2 penggelek dalam membuat paip seksyen bujur.

Juga, selepas mengeluarkan paip, mereka mesti diuji untuk memenuhi piawaian GOST.
Untuk melakukan ini, gunakan kaedah kawalan berikut:
- Kaedah vorteks pengesanan kecacatan, yang mendedahkan kebolehpercayaan magnet dan elektrik.
- Pemeriksaan visual mendedahkan kehadiran kecacatan, alur, penyelewengan dan kriteria yang sama yang kemungkinan tahap pemeriksaan terdahulu tidak dapat didedahkan.

Setelah selesai ujian, struktur dipanaskan dan disejukkan. Oleh itu, produk mengalami rawatan haba. Jika fabrikasi diri dijalankan, lebih baik untuk merawatnya dengan suhu tinggi dengan menggunakan blowtorch. Tetapi lebih baik tidak membuat paip itu secara bebas, kerana ia memerlukan kehadiran 4 gulung, serta mesin khusus yang melakukan kerja dengan tahap bunyi yang tinggi, yang tidak dapat diterima untuk keadaan hidup.
Sekiranya paip dengan seksyen salib persegi dihasilkan, produk mesti mematuhi sepenuhnya piawaian GOST 8639-82. Sekiranya dengan seksyen segi empat tepat, maka piawaian GOST 8645-68 mesti dipatuhi, dan jika paip tersebut mempunyai bahagian bujur, maka ia mesti mematuhi GOST 8642-68. Tetapi selepas pengeluaran, ia mesti diuji, kerana dengan cara ini anda dapat yakin dengan kualiti produk.

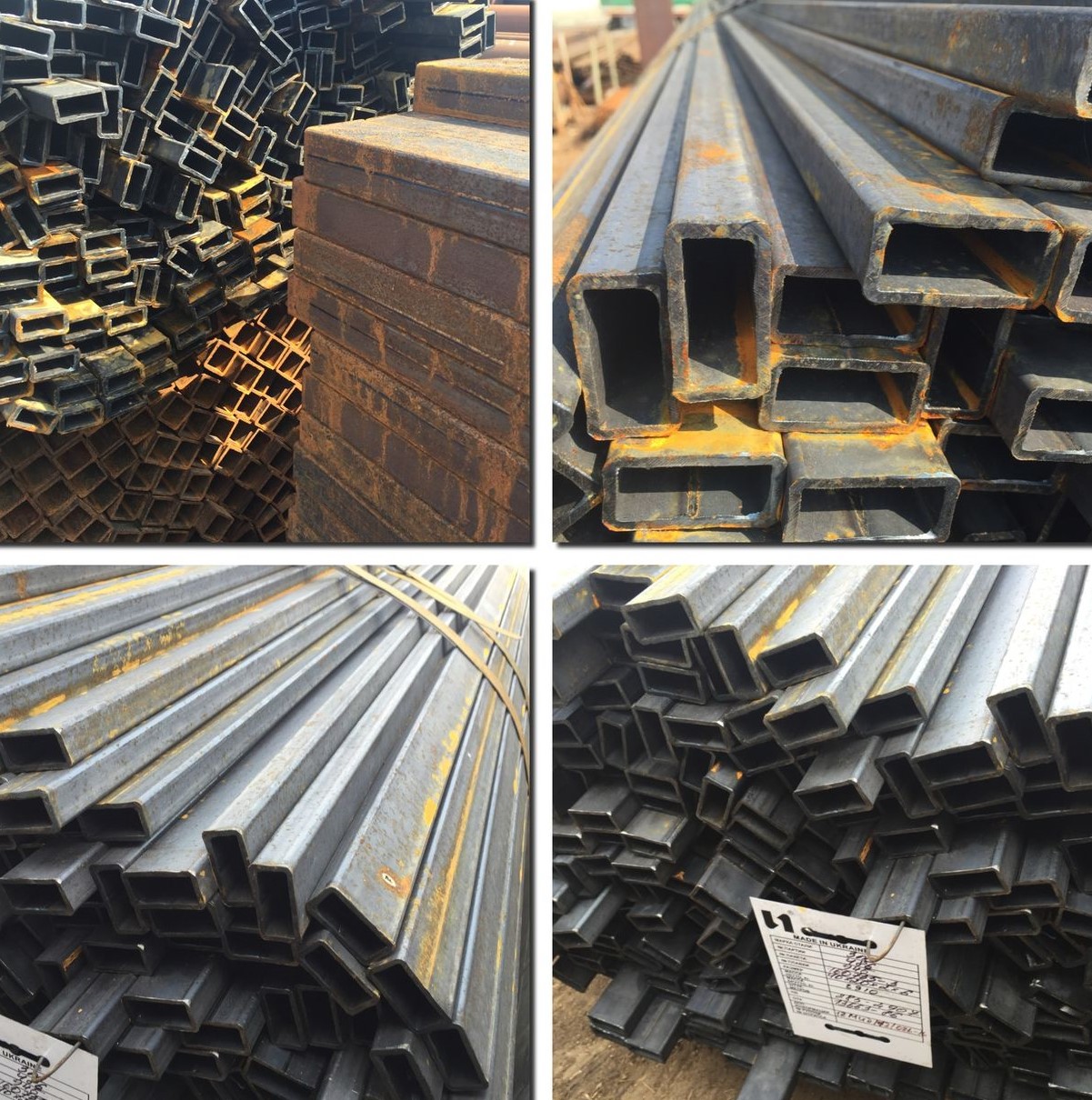
Dalam piawaian keadaan kehadiran kecacatan tersebut dibenarkan:
- di atas bahan siap boleh menjadi nicks kecil, penyok, kotoran dan kesan pembersihan sekerap;
- Mengikut piawaian, kerosakan mekanikal kecil, lapisan nipis skala, residu noda logam dan jejak selepas penghapusan kecacatan dibenarkan pada kimpal.
Selepas pengeluaran dan pemeriksaan, hujung diselaraskan kepada satu saiz, pemangkasan dilakukan dengan ketat pada sudut 90 darjah.
Sekiranya bahagian tersebut akan digunakan sebagai bahan untuk mengalihkan cecair di bawah tekanan, maka perlu mengambil unsur-unsur yang mampu menahan kemungkinan penurunan tekanan. Kriteria sedemikian boleh dikira dengan formula khas yang dibuat. Untuk menghitung indeks kesan tekanan dengan kehadiran seksyen segi empat atau persegi, perlu menggunakan formula yang direka untuk bentuk bahagian tertentu.
Juga menonton video tentang cara menghasilkan tiub berbentuk.



















